
При запуске нового станка возникли чудеса. Суть понятна на видео. Заедания не системные. Только по X. У кого была похожая ситуация?
- Крепление и выверка узлов выполнялось в максимально крайних положениях.
- Одно из предположений - поводки опорной плиты крепления блока гайки ШВП в процессе сборки ( сварки ). Зазор под каждым болтом выверялся щупом и выбирался подкладками. Зазоры по факту от 0 до 0,65 мм.
- Версия проблемы с гайкой. Не снимая с винта, гайка вынимается из блока крепления ШВП. Гайка идет мягко, без посторонних звуков.
- Натяжку ремня проверили автослесаря - норма, не перетянут.
- Со снятым ремнем двигатель работает идеально.
- Шкив зафиксирован двумя контриками, на валу две лыски. Плюс он посажен с натягом. Версия с проворотом шкива сомнительна.
- Целостность проводов проверенна.
- Скорость по Х - 3000 мм\мин.
- Рельсы выставлялись по оптическому нивелиру.
Ссылки на видеоролики со звуком
https://yadi.sk/i/f__Qtqto3Teobe
https://yadi.sk/i/fDuqycTZ3Tep4b
https://yadi.sk/i/yaDp_8nk3TeouB
https://yadi.sk/i/ATfp551M3TepEZ
https://yadi.sk/i/mFg73Cli3TepHL
https://yadi.sk/i/jDd2o0tu3TepKh
В данный момент скорость по Х уменьшена до 2000 и идет просто обкатка ( раскрой фанеры в щедящих режимах )
Заранее признателен, Андрей

Сообщений в теме: 40
#1
 OFFLINE
OFFLINE
Андрей 1968
-
- Пользователи+
-

- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Симферополь
Отправлено 22 Март 2018 - 21:53
#2
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 22 Март 2018 - 22:54
Видео не смотрел, но судя по всему про квадратные рельсы речь.
Щупом... Если железо вокруг толстое и рельсы квадратные - что мертвому припарка. Нужно индикатор по линейке прокатывать, потом разбирать, подкладывать и опять прокатывать. А раз подозрение на поводки металла, значит линейки с индикатором под рукой нет.
Если ложе под каждым рельсом не выводилось в плоскость...
Если рельсы лежат не в одной плоскости...
Чего там хивин говорит про точность и плоскопараллельность установки рельсов?
Без линейки только на кругляках. Или рельсы, но на тонкое железо.
Щупом... Если железо вокруг толстое и рельсы квадратные - что мертвому припарка. Нужно индикатор по линейке прокатывать, потом разбирать, подкладывать и опять прокатывать. А раз подозрение на поводки металла, значит линейки с индикатором под рукой нет.
Если ложе под каждым рельсом не выводилось в плоскость...
Если рельсы лежат не в одной плоскости...
Чего там хивин говорит про точность и плоскопараллельность установки рельсов?
Без линейки только на кругляках. Или рельсы, но на тонкое железо.
Сообщение отредактировал lkbyysq: 22 Март 2018 - 23:00
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#3
OFFLINE
Андрей 1968
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Симферополь
Отправлено 23 Март 2018 - 18:43
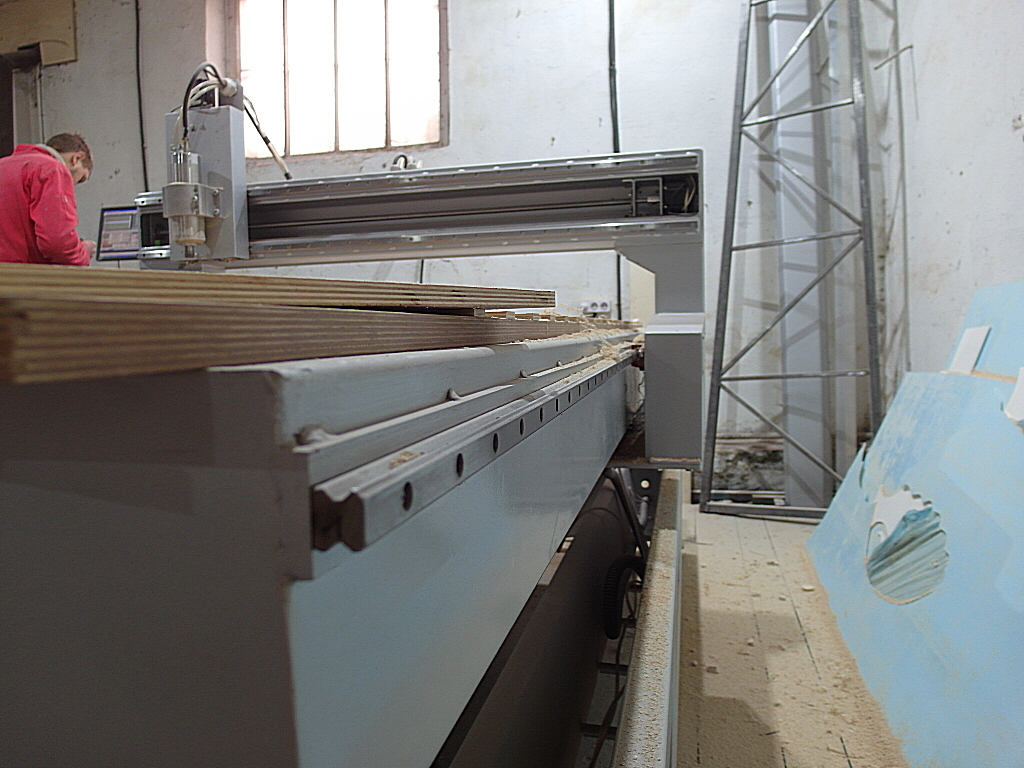
Рельсы прямоугольные.
Привалочная поверхность шины шлифована после наварки на крайнюю балку станины ( вместе с ней ).
Горизонтальность и параллельность установки рельс велась по поверенному оптическому невилиру на дистанции 3 м.
Прикрепленные изображения


#4
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 23 Март 2018 - 19:19
А линейка с индикатором?
Я вот с термином "привалочная поверхность" знаком по наслышке, но в плюс-минус сотку от линейки себе рельсы поставил.
Да, линейка трехметровая 50 тыщ. Да, нужна один раз. Но на поверку как раз бы и пригодилась. Иначе - к гадалке.
Я вот с термином "привалочная поверхность" знаком по наслышке, но в плюс-минус сотку от линейки себе рельсы поставил.
Да, линейка трехметровая 50 тыщ. Да, нужна один раз. Но на поверку как раз бы и пригодилась. Иначе - к гадалке.
Сообщение отредактировал lkbyysq: 23 Март 2018 - 19:21
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#5
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 23 Март 2018 - 19:25
банально не хватает момента шаговикам двигать портал на скоростях выше 2-3 м\мин
какое швп стоит (диаметр-шаг) шаговик какого габарита,что за драйвер им рулит и его напряжение питания?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#6
OFFLINE
тот еще наладчик
-

- Пользователи+
-
- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 23 Март 2018 - 20:10
А вы иксом называете какую ось та что портал ездит или шпиндель ? Если портал, не удивительно при такой ширине и приводом по центру , наверно шд нема 34 самый маленький
Не поленился посмотрел видео , мотор явно даже не 34 , ускорение ниже и скорость до 2000 ещё как-то будет работать если обильно смазать литолом (шутка про литол )
Не поленился посмотрел видео , мотор явно даже не 34 , ускорение ниже и скорость до 2000 ещё как-то будет работать если обильно смазать литолом (шутка про литол )
#7
OFFLINE
Андрей 1968
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Симферополь
Отправлено 24 Март 2018 - 01:00
Как ни старался но найти поверенную линейку не смог.
Выставить нивелир в закрытом помещении, так-как необходимо, можно за 1 день.Хотя геморрой немалый.
К вопросу о точности. Если взять установочную фольгу (медная калиброванная фольга 0,05 мм. из далекого далекого прошлого) и закрепить между двух стекол, с торца, на дистанции 4,5 м., в 0,05 мм вертикальную нить визира можно уложить три раза.
Класс точности рельс - С. При покупке трезво оценивались возможности достижимой точности.
ШВП SCR2505 TVi
ШД - PL86H113-D14
Драйвер ШД PLD86
Блок питания - S-350-70
Все комплектующие куплены в Пьюрлоджике. Работой с ними вполне доволен. Вопросов не было.
Х по длине станка, Y по порталу
#8
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 24 Март 2018 - 01:59
у шаговика низкий динамический диапазон , 500-600 об\мин это практически потолок для него (86 габарит) ,дальше момент на валу >> 0 так что на швп с шагом 5мм ваш станок будет обречен ползать на скорости 2.5-3м\мин ...................
несколько облегчить страдания помогут драйвера на 220В , метров 5-ть в минуту выжать сможете,но это тоже слишком уныло .............
Короче говоря,спасти ситуацию сможет только сервопривод.............
Сообщение отредактировал niksooon: 24 Март 2018 - 02:00
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#9
OFFLINE
тот еще наладчик
-
- Пользователи+
-
- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 24 Март 2018 - 02:45
Согласен швп с шагом 5 мм и прямым приводом от 86 мотора на 3000, очучение что мясорубка пошла в разнос , у вас ещё редуктор , так в самый раз обороты шд на приделе , какое дробление на драйверах выставили ?
#10
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 24 Март 2018 - 03:23
очучение что мясорубка пошла в разнос
судя по видосу-вращающаяся гайка на приводе портала , так что расколбас не грозит...........
Сообщение отредактировал niksooon: 24 Март 2018 - 03:24
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#11
OFFLINE
SNB
-
- Пользователи+
-
- 227 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Подольск
-
Из:Подольск
Отправлено 24 Март 2018 - 10:12
Сколько видел станков, то на ШВП это все станки со скоростью до 2,5 - 3 метров. Считаю, что если надо быстрее, то не ШВП, а зубчатую рейку надо ставить.
P.S. Не спорю, что на ШВП можно достичь больших скоростей, но на моей практике если станок более-менее шустрый, то это зубчатая рейка.
#12
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 24 Март 2018 - 10:38
Сколько видел станков, то на ШВП это все станки со скоростью до 2,5 - 3 метров. Считаю, что если надо быстрее, то не ШВП, а зубчатую рейку надо ставить.
Значит мало видели. До 20м/мин мой мелкий на шаговиках летает при ускорениях 2500.
Большой на рейках, конечно, побыстрее будет (ограничил скорость 1м/с), но он на сервах.
С уважением, Олег.
#13
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 24 Март 2018 - 10:54
у шаговика низкий динамический диапазон , 500-600 об\мин это практически потолок для него (86 габарит) ,дальше момент на валу >> 0 так что на швп с шагом 5мм ваш станок будет обречен ползать на скорости 2.5-3м\мин ................... несколько облегчить страдания помогут драйвера на 220В , метров 5-ть в минуту выжать сможете,но это тоже слишком уныло ......
Согласен швп с шагом 5 мм и прямым приводом от 86 мотора на 3000, очучение что мясорубка пошла в разнос
Сколько видел станков, то на ШВП это все станки со скоростью до 2,5 - 3 метров. Считаю, что если надо быстрее, то не ШВП, а зубчатую рейку надо ставить. P.S. Не спорю, что на ШВП можно достичь больших скоростей, но на моей практике если станок более-менее шустрый, то это зубчатая рейка.
На станках с ШВП с шагом 5мм станки должны без проблем бегать до 6м/мин. Вот на позапрошлой неделе гонял наш 500 станочек, который собрали на 1605 ШВП на 86 движках, так вот захлебываться начинал на скоростях выше 12м/мин при ускорениях 2000. Но дал команду НЕ грешить и пересобрать на 1610 - после передела станок стал бегать паспортные 18м/мин при ускорениях 2000 на 2500. Тестировал его на прошлой неделе по 3D фрезеровке по буку на 12м/мин.
Также неоднократно гонял станки размера 1325 на ШВП на скоростях 7.2м/мин - это была максимальная паспортная скорость их работы, а так они ,если поковырять с настройками бегали стабильно и на 7.6м/мин, но это был производственный запас. При этом на драйвера шло не более 100В.
Если делаете станок с длинной и тонкой ШВП то имеет смысл вращать НЕ ШВП , а гайку - в этом случае эффекта скакалки нет от слова вообще.
Ну и конечно не забывать о правильно выставленных рельсах и хорошей базе между слайдерами каретки. ШВП длинные предпочитаю иметь растянутыми между опорно-радиальными подшипниками, если вращается ШВП, или просто растянутую, если вращаем гайку...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#14
OFFLINE
тот еще наладчик
-
- Пользователи+
-
- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 24 Март 2018 - 11:53
12м/мин при ускорениях 2000
а если на него же поставить шпиндель 5,5 кВт воду , на видео похоже 3,2 , чтобы сравнять перемещаемый вес .
#15
OFFLINE
Андрей 1968
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Симферополь
Отправлено 24 Март 2018 - 12:15
Вращается гайка.
У самого точно такой станок. Только шпиндель 4,8 Квт. 10 лет.Никто ничего не придумывал. Просто скопирован зарекомендовавший себя прототип Увеличена зона обработки по Y, буквально от опоры до опоры
Раньше была скорость 9000. Никаких проблем. Сейчас поставил 6000. ( Обучал людей без опыта. На всякий случай. Береженого бог бережет)
Рабочие скорости выше 3000 нечасты. Добавляется фактор фрезы.
Дробление на драйверах выясню.
Существует-ли цикл обкатки? И может-ли он что то показать?
Двое суток работает на 2500. Раскрой фанеры и гравировка V гравером. Пока без вопросов.
Но тема не снята.Думаю для проверки ослабить крепление модулей по Х.
#16
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 24 Март 2018 - 13:19
Думаю для проверки ослабить крепление модулей по Х
Просто ослабление крепления приводит к появлению люфта в узле, что в свою очередь приводит к изменению резонансных частот и в результате двигатель может поехать нормально. Но повторная затяжка креплений опять вернет резонансную частоту на свое место и двигатель опять начнет пропускать шаги не смотря на идеальные плоскости и соосности.
Вот у меня именно эта проблема. Максимальная гарантированная скорость без срыва перемещения после модернизации 4500. До модернизации была 6000, но тогда круглые рельсы стояли.
Сегодня вот пришли драйверы на 220V, заменю старые, которые на 80V, посмотрим.
Вот на позапрошлой неделе гонял наш 500 станочек, который собрали на 1605 ШВП на 86 движках
Я два дня работал на 6000, так этот гад притерся и кирдык - только 4500.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#17
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 24 Март 2018 - 15:01
а если на него же поставить шпиндель 5,5 кВт воду , на видео похоже 3,2 , чтобы сравнять перемещаемый вес .
А нафиг? Станок мы рассчитываем под конкретные задачи и если станок делается для гравирования,то зачем перетяжелять его лошадиным шпинделем - для лошадиных шпинделей у нас станки других серий есть...
Я два дня работал на 6000, так этот гад притерся и кирдык - только 4500.
У нас без кирдык: у Creation KingCUT X, XS, KX 6м/мин был паспортный рабочий режим, сейчас у наших 500серии 18м/мин - также паспортный режим...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#18
OFFLINE
тот еще наладчик
-
- Пользователи+
-
- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 24 Март 2018 - 15:10
А нафиг?
там со станком примерно такаяже ситуация
#19
OFFLINE
Андрей 1968
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Симферополь
Отправлено 24 Март 2018 - 18:14
На новом станке шпиндель 2,2 квт, вода, 5,6 кг.
На моем 4,5, воздух, 12 кг. В два раза легче.
Вес портала порядка 120 кг. Если раскидать на опоры, фигня а не нагрузка.
Прикрепленные изображения


#20
OFFLINE
Андрей 1968
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Симферополь
Отправлено 27 Март 2018 - 15:34
Послабил крепление портала с одной стороны.12 винтов М10. С учетом установочных отверстий ( элипсные отверстия допускающие подвижку ) даже один винт при затяжке может сдвинуть привалочные плоскости на 0,5 мм.
4000 тянет.
Темы с аналогичным тегами Заедание


Количество пользователей, читающих эту тему: 3
0 пользователей, 1 гостей, 0 анонимных
-
Google (2)


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}