
Доброго времени суток. Народ помогите с проблемой. Я новичок в плене чпу. Так вот собрал я себе станочек долгожданный. И вот проблема запускаю мач 3, установил заготовку, положил датчик определения высоты оси z(скрипт соответственно вставил куда надо), затем нажимаю Tools zero и шпиндель начал движение до касания датчика, всё отработал всё хорошо. Но вот после выполнения одной УП программы меняю фрезу и мне надо снова откалибровать высоту оси z? и тут проблема, нажимаю tools zero шпиндель опускается до касания датчика и уходит вверх без остановки. Т.е, что бы всё заработало нужно перезапустить сам мач. В чём может быть проблема.Куда копать даже и не знаю.

Проблема с установкой ноля оси Z при смене инструмента
Автор
Denis 81111
, 12 Фев 2018 15:22
Сообщений в теме: 30
#1
 OFFLINE
OFFLINE
Denis 81111
-
- Пользователи
-

- 7 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Россошь
Отправлено 12 Февраль 2018 - 15:22
#2
OFFLINE
maksu7d
-

- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 12 Февраль 2018 - 15:51
уходит вверх без остановки. Т.е, что бы всё заработало нужно перезапустить сам мач. В чём может быть проблема.Куда копать даже и не знаю.
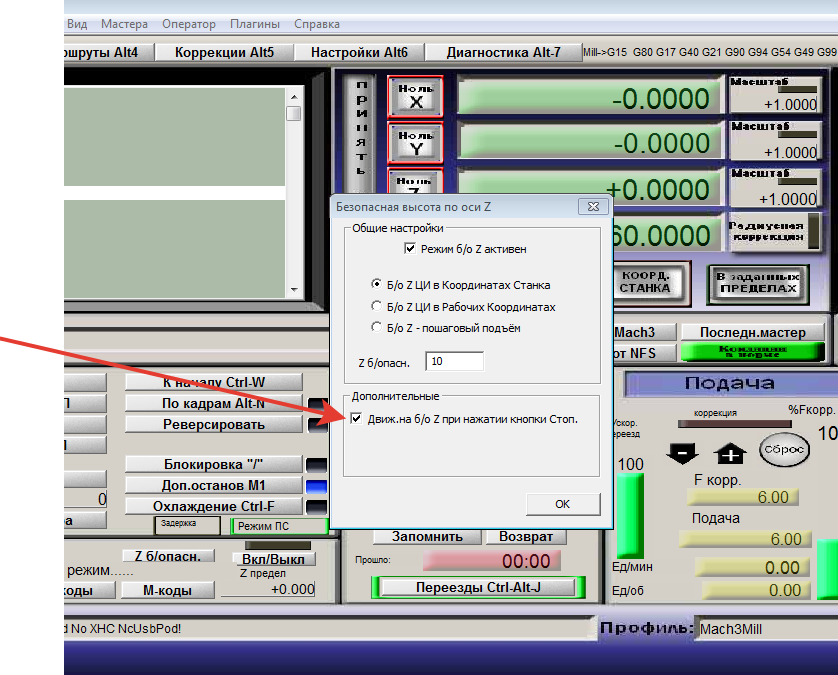
была у меня такая же головной боль,я решил это вот тут сняв галочку!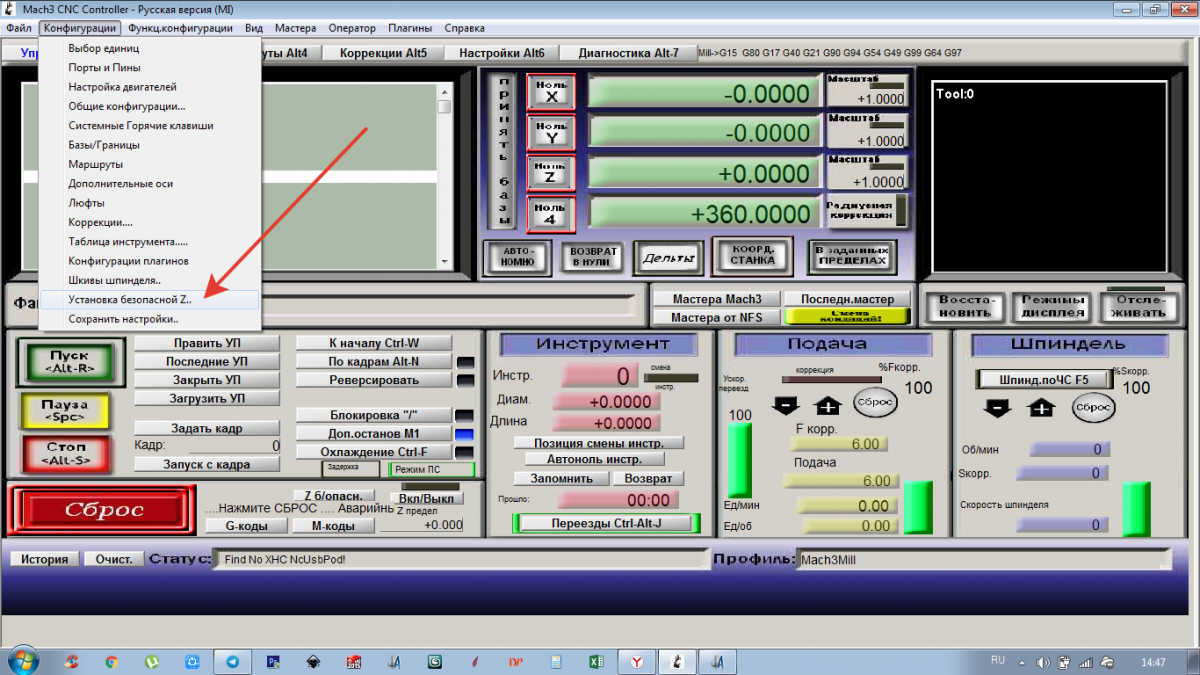
#3
OFFLINE
Denis 81111
-
- Пользователи
-
- 7 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Россошь
Отправлено 12 Февраль 2018 - 16:05
Спасибо сегодня попробую а то что только не делал ничего не выходит. Ещё раз спасибо попробую отпишусь.
#4
OFFLINE
maksu7d
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 12 Февраль 2018 - 16:22
Спасибо сегодня попробую а то что только не делал ничего не выходит. Ещё раз спасибо попробую отпишусь.
если у вас мач на анг версия то это .Config/Safe_Z Setup далее снят галка Optional Goto SafeZ when Stop button is hit.
#5
OFFLINE
Denis 81111
-
- Пользователи
-
- 7 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Россошь
Отправлено 13 Февраль 2018 - 13:29
Добрый день вчера пробовал снять галочку не помогло всё тоже самое пробовал даже мач другой установить всё без изменений. Где проблема не знаю. Остаётся только пробовать менять комп. Хотя думаю врядли дело в нём. Вот видео как всё работает при первом запуске программы мач и после выполнения УП программы.
Сообщение отредактировал Denis 81111: 13 Февраль 2018 - 16:40
#6
OFFLINE
Denis 81111
-
- Пользователи
-
- 7 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Россошь
Отправлено 13 Февраль 2018 - 15:49
Доброго времени суток. Народ помогите с проблемой. Я новичок в плене чпу. Так вот собрал я себе станочек долгожданный. И вот проблема запускаю мач 3, установил заготовку, положил датчик определения высоты оси z(скрипт соответственно вставил куда надо), затем нажимаю Tools zero и шпиндель начал движение до касания датчика, всё отработал всё хорошо. Но вот после выполнения одной УП программы меняю фрезу и мне надо снова откалибровать высоту оси z? и тут проблема, нажимаю tools zero шпиндель опускается до касания датчика и уходит вверх без остановки. Т.е, что бы всё заработало нужно перезапустить сам мач. В чём может быть проблема.Куда копать даже и не знаю. Всё уже перепробовал ничего не выходит. Осталось только комп поменять. Вот ссылки на видео по данной проблеме.
https://youtu.be/_l8sLtibH3M ,
И фото скпипта может в нём проблема.
Прикрепленные файлы
-
 скрипт для оси z (2).txt 843байт
1290 скачиваний
скрипт для оси z (2).txt 843байт
1290 скачиваний
#7
OFFLINE
maksu7d
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 13 Февраль 2018 - 20:26
Добрый день вчера пробовал снять галочку не помогло всё тоже самое пробовал даже мач другой установить всё без изменений. Где проблема не знаю. Остаётся только пробовать менять комп. Хотя думаю врядли дело в нём. Вот видео как всё работает при первом запуске программы мач и после выполнения УП программы.
оказывается я перепутал местам .надо было не снят галочку оставьте ее на место а просто переставить вот это,т.е отметит как на фото.попробуйте должно получаться!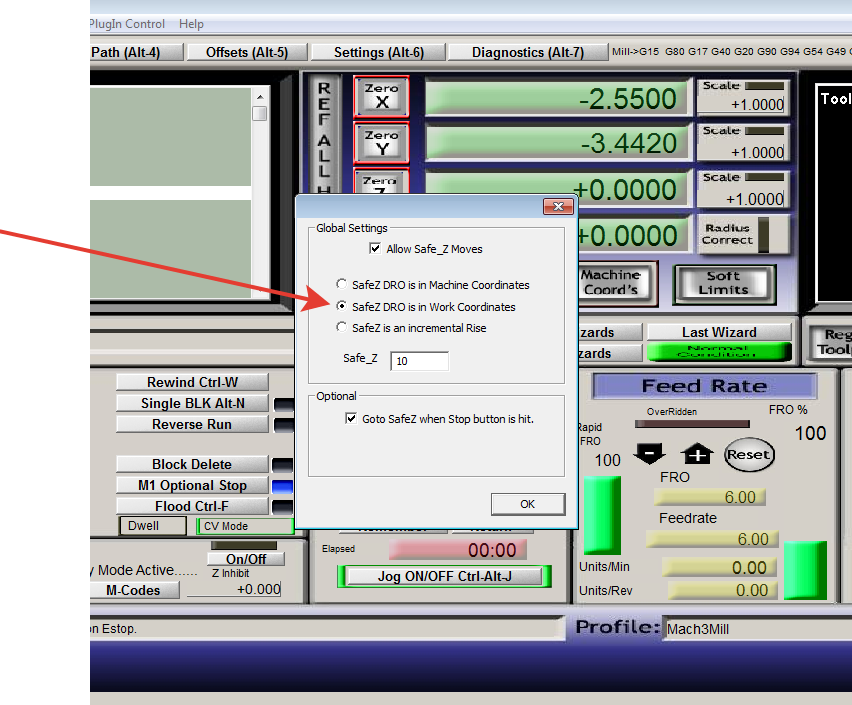
Сообщение отредактировал maksu7d: 13 Февраль 2018 - 20:31
#8
OFFLINE
foto-boss
-

- Опытный
-
- 1 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:Заточные системы
-
Из:Екатеринбург
Отправлено 14 Февраль 2018 - 09:18
Доброго времени суток. Народ помогите с проблемой. Я новичок в плене чпу. Так вот собрал я себе станочек долгожданный. И вот проблема запускаю мач 3, установил заготовку, положил датчик определения высоты оси z(скрипт соответственно вставил куда надо), затем нажимаю Tools zero и шпиндель начал движение до касания датчика, всё отработал всё хорошо. Но вот после выполнения одной УП программы меняю фрезу и мне надо снова откалибровать высоту оси z? и тут проблема, нажимаю tools zero шпиндель опускается до касания датчика и уходит вверх без остановки. Т.е, что бы всё заработало нужно перезапустить сам мач. В чём может быть проблема.Куда копать даже и не знаю.
Выложите УП после которой это происходит. Короткую.
оказывается я перепутал местам .надо было не снят галочку оставьте ее на место а просто переставить вот это,т.е отметит как на фото.попробуйте должно получаться!
2018-02-13_19-23-50.png
Ерунду Вы сделали. Указали safe Z в рабочих координатах. Высоту поставили 10мм.
Обнулились по столу. Заготовка толще 10мм. Safe Z будет даже ниже заготовки. 
Как раз удобней в машинных. Если ноль наверху машинный, то высоту 0 либо отрицательное значение.
cncboss
#9
OFFLINE
Denis 81111
-
- Пользователи
-
- 7 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Россошь
Отправлено 14 Февраль 2018 - 11:57
Проверил я вчера все варианты куда я только галочки не переставлял всё бесполезно. И кстати заметил что определение высоты z перестаёт работать уже после того как загрузил УП в мач .
Вот небольшая УП
Прикрепленные файлы
-
 22.rar 665байт
269 скачиваний
22.rar 665байт
269 скачиваний
Сообщение отредактировал Denis 81111: 14 Февраль 2018 - 12:21
#10
OFFLINE
foto-boss
-
- Опытный
-
- 1 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:Заточные системы
-
Из:Екатеринбург
Отправлено 14 Февраль 2018 - 18:59
Вы уверены, что все команды в УП нужны Вашему станку?
Попробуйте в конце программы прописать G90.
cncboss
#11
OFFLINE
maksu7d
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 14 Февраль 2018 - 19:20
Выложите УП после которой это происходит. Короткую.
Ерунду Вы сделали. Указали safe Z в рабочих координатах. Высоту поставили 10мм.
Обнулились по столу. Заготовка толще 10мм. Safe Z будет даже ниже заготовки.
Как раз удобней в машинных. Если ноль наверху машинный, то высоту 0 либо отрицательное значение.
я сделал не ерунду,это было по мне удобно .я пробовал оставит на (в координатах станка) в это случае после нажатия стоп Z eуходит до конца до вверху до датчика, пробовал оставит на (пошаговый подъем ) в этом случае после нажатия стоп Z поднимается не на 10мм а 9.5 мм это мне не удобно ,оставил на рабочих координатах ,все работает прекрасно.
#12
OFFLINE
foto-boss
-
- Опытный
-
- 1 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:Заточные системы
-
Из:Екатеринбург
Отправлено 14 Февраль 2018 - 19:26
я сделал не ерунду,это было по мне удобно .я пробовал оставит на (в координатах станка) в это случае после нажатия стоп Z eуходит до конца до вверху до датчика, пробовал оставит на (пошаговый подъем ) в этом случае после нажатия стоп Z поднимается не на 10мм а 9.5 мм это мне не удобно ,оставил на рабочих координатах ,все работает прекрасно.
И как эта работа выглядит? Ноль по столу. Пилите фанерку 12мм. А безопасная высота для фрезы 10мм, то есть внутри материала?
Если Вас не устраивает безопасный верх и нужно подниматься на 10мм, то разберитесь почему 9,5мм, и вообще какая разница 9,5 или 10? Ну напишите 10,5.... :)
Но в любом случае первый или третий пункт, но уж точно никак не второй.
По мне удобней всего приписать 0, и первый пункт, чего и Вам желаю.
cncboss
#13
OFFLINE
maksu7d
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 14 Февраль 2018 - 19:27
И как эта работа выглядит? Ноль по столу. Пилите фанерку 12мм. А безопасная высота для фрезы 10мм, то есть внутри материала?
Если Вас не устраивает безопасный верх и нужно подниматься на 10мм, то разберитесь почему 9,5мм, и вообще какая разница 9,5 или 10? Ну напишите 10,5....
Но в любом случае первый или третий пункт, но уж точно никак не второй.
По мне удобней всего приписать 0, и первый пункт, чего и Вам желаю.
не я же беру ноль на заготовке а не от стола.
#14
OFFLINE
foto-boss
-
- Опытный
-
- 1 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:Заточные системы
-
Из:Екатеринбург
Отправлено 14 Февраль 2018 - 19:31
не я же беру ноль на заготовке а не от стола.
Ну это же частный случай. Потом будете в основном по столу обнулятся, иначе до конца не порежешь спокойно, и другие причины будут.
В случае когда Вы, например укажите первый пункт (машинные координаты), и 0 (либо какое-то нужное Вам отрицательное число), то будете уверены в работе в любой ситуации, а так Вы в любом случае рано или поздно воткнетесь в заготовку.
cncboss
#15
OFFLINE
maksu7d
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 14 Февраль 2018 - 19:37
Ну это же частный случай. Потом будете в основном по столу обнулятся, иначе до конца не порежешь спокойно, и другие причины будут.
В случае когда Вы, например укажите первый пункт (машинные координаты), и 0 (либо какое-то нужное Вам отрицательное число), то будете уверены в работе в любой ситуации, а так Вы в любом случае рано или поздно воткнетесь в заготовку.ну е
а допустим я беру ноль от стола ,а как же мне на угол заготовке перевести фрезу?если оставлю на первый пункт то не знаю почему после стопа Z уходит до датчика,и эту проблему не как я не смог решать и никто не смог это помочь....
#16
OFFLINE
foto-boss
-
- Опытный
-
- 1 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:Заточные системы
-
Из:Екатеринбург
Отправлено 14 Февраль 2018 - 19:47
Я кстати не сомневаюсь, что все заработает после этого.
Где Вы такую УП то взяли? Это постпроцессор такой у Вас, или это вообще просто левая программа чужая?
а допустим я беру ноль от стола ,а как же мне на угол заготовке перевести фрезу?если оставлю на первый пункт то не знаю почему после стопа Z уходит до датчика,и эту проблему не как я не смог решать и никто не смог это помочь....
Давайте разберемся.
1. У Вас датчик хоума на оси Z стоит вверху?
2. Высота при выборе машинных координат для safe Z, указана 0?
Что-бы ответить на вопрос по углу, надо знать что Вы хотите сделать. Бывают ситуации когда нужен ноль по заготовке, но реже. Хотя зависит от типа работ конечно.
Если известна толщина заготовки, то программа знает на какой высоте угол.
Если Вы делаете, например гравировку, то наверняка удобней по заготовке обнулиться, а не по столу.
cncboss
#17
OFFLINE
maksu7d
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 14 Февраль 2018 - 19:49
Давайте разберемся.
1. У Вас датчик хоума на оси Z стоит вверху?
2. Высота при выборе машинных координат для safe Z, указана 0?
Бывают ситуации когда нужен ноль по заготовке,
1)да датчик на вверху
2)на 10, так как мне это нужен.
3)как раз в моей работе нужно ставить ноль на заготовке,,так как я в основном работаю с металлом (пресс формами) (пуансон матрицы)
#18
OFFLINE
foto-boss
-
- Опытный
-
- 1 369 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:Заточные системы
-
Из:Екатеринбург
Отправлено 14 Февраль 2018 - 19:54
1)да датчик на вверху
2)на 10, так как мне это нужен.
3)как раз в моей работе нужно ставить ноль на заготовке,,так как я в основном работаю с металлом (пресс формами) (пуансон матрицы)
Если Вы пишите 10, то станок пытается поднять шпиндель на 10мм выше верхней точки и естественно упирается в датчик.
Либо напишите 0, либо -10, если хотите на 10мм ниже верха.
Либо если нужен относительный подъем, то выберите третий пункт. На 9,5мм поднимается потому-что перед подъемом был на высоте -0,5 (на полмилиметра в заготовке).
cncboss
#19
OFFLINE
vv92
-

- Cтарожил
-
- 9 353 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 14 Февраль 2018 - 20:00
Да чё Вы пытаетесь объяснить, что у станка есть пределы? Ну хочется в космос запустить, пусть мечтает.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#20
OFFLINE
maksu7d
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Коканд
Отправлено 14 Февраль 2018 - 20:03
то выберите третий пункт. На 9,5мм поднимается потому-что перед подъемом был на высоте -0,5 (на полмилиметра в заготовке).
да вы прав перед подъемом было 0.5 ,но с учетом этого поднялся на 9.5 , ладно я завтра попробую как вы сказали.в любом случае вам спасибо!!!кстати есть один вопрос как это решит?для меня очень важное...вот тут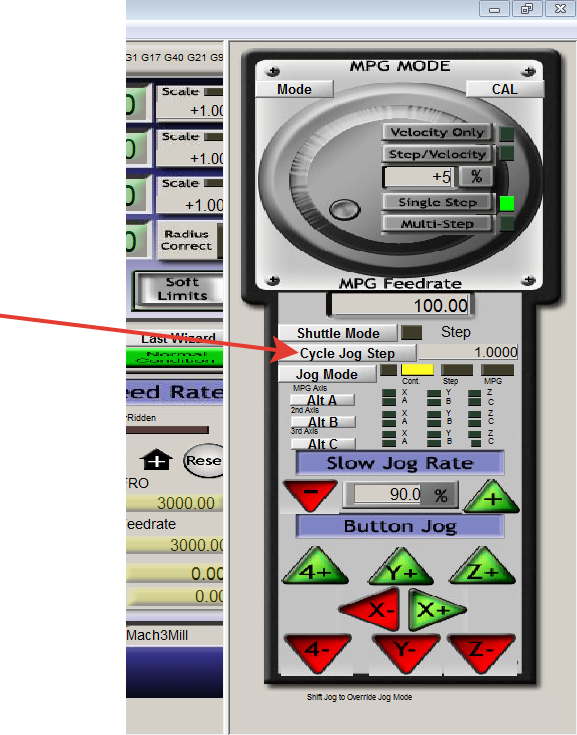 1000 и 0.1000 нормально работает ,а дальше на эти цифры 0.0100 и 0.0010 игнорирует станок.из-за чего это может быть?
1000 и 0.1000 нормально работает ,а дальше на эти цифры 0.0100 и 0.0010 игнорирует станок.из-за чего это может быть?
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

