привет!
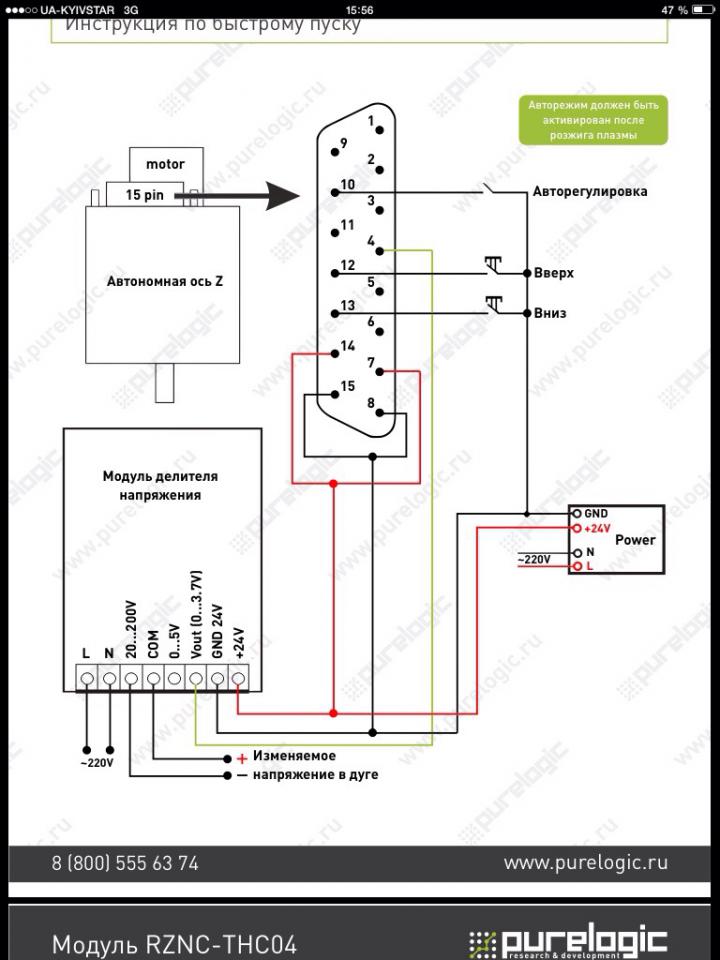
проблема в переходи с одного реза на другой.он не поднимаеться.он все время режить. подключил по этой схеме. спасибо


Абитуриент

Отправлено 25 Сентябрь 2016 - 23:41
привет!
проблема в переходи с одного реза на другой.он не поднимаеться.он все время режить. подключил по этой схеме. спасибо
Бакалавр CNC
Отправлено 26 Сентябрь 2016 - 17:26
Проверьте работает ли вообще автоматический режим. Для этого достаточно включить авторегулировку. У нас при отсутствии дуги резак просто вверх поднимается. Более детально можно проверить подавая как-бы напряжение дуги, к примеру, через ЛАТР..
Схему на память не помню, уточнять надо. Но в нете есть обсуждение данной системы слежения. Да и еще, она у Вас выставлена на слежение по напряжению дуги или по емкостному датчику?
Бакалавр CNC

Отправлено 05 Май 2019 - 21:49
Здравствуйте всем. Нужна помощь в решении проблемы. Собственно, проблема вся в видео отражена. При резке металл высотомер уезжает вверх. Напряжение дуги на цифирках не показывает. Пишет постоянно U 003 в режиме ожидания. Когда начинается резка в автоматическом режиме нащупывает металл, отъезжает на заданное расстояние вверх, зажигает дугу и поехал резать...но почти сразу начинает подниматься вверх, а на циферблате в это время U LLL. Подключение делал по схеме от высотомера. В ручном режиме поднимается опускается без проблем.
Добавлю фото настроек и подключения, как только разберусь, почему мне пишет, что расширение недопустимо для этого файла. На всякий случай, закинул себе в гуглофото. можно поссылке зайти в альбом и посмотреть. Ни один фотохостинг не дружит с фотками моего телефона сегодня.
http://photos.app.go...RNt8dfN5wc9gb37
желтый провод, который отключен от делителя - это именно провод на 4-й пин высотомера. Отключал, чтоб проверить напряжение без нагрузки. Намерил около 2-х вольт. Но, мне кажется, я в чем-то напутался. На делитель приходят 24В от источника питания. На вход 1:50 приходит 180В при резке (проверил тестером неоднократно). А вот выход с делителя правильно ли я проверяю? Один щуп мультиметра на COM+, второй щуп на ArcVoltageOutput. Тогда около 2-х вольт при резке. ЧПУ Starfire SF2300S. Источник питания LGK 120 IGBT. Инструкции к нему, к сожалению нет (не было в комплекте, когда купил)
Сообщение отредактировал autogen: 05 Май 2019 - 21:43
Бакалавр CNC
Отправлено 07 Май 2019 - 15:01
Пишет постоянно U 003 в режиме ожидания.
Скорее всего у вас обрыв цепи в самом thc, резистор или оптрон. Вообще SH-HC30 не совсем подходят для работы с источниками с ВЧ поджигом, стоит у них сам делитель немного переделать.
Бакалавр CNC
Отправлено 07 Май 2019 - 18:05
стоит у них сам делитель немного переделать.
была бы инструкция именно на этот аппарат, то попробовал переделать. А вслепую не хочется экспериментировать. Сегодня попробую еще один делитель от такого же высотомера поставить - он заведомо исправен. Если и с ним те же грабли, то буду копать в высотомере.
Скорее всего у вас обрыв цепи в самом thc, резистор или оптрон
И это тоже проверю
Бакалавр CNC
Отправлено 07 Май 2019 - 18:26
А там схема то делителя классическая, ничего мудрёного то нет. На коленке собрать можно. А причина неисправности сейчас, почти уверен, именно в THC. Его можно же проверить, подав напряжение до 5 вольт, только полярность соблюсти, хоть от батарейки.
Да в делителе надо ставить синфазный фильтр.
Вместо SH-HC30 лучше SF-HC30 с источниками с ВЧ поджигом.
Сообщение отредактировал haron8: 07 Май 2019 - 18:30
Бакалавр CNC
Отправлено 07 Май 2019 - 20:34
Посмотрите видео. Может что яснее станет.
Да, и еще. Автоматический режим - это не то, что резак опускается при начале реза, находит металл и потом поднимается. Если слежение настроено на напряжение дуги, то опускание и поднимание резака в начале реза осуществляется согласно параметров в панели управления, а там эти параметру тупо задаются в виде опускание/поднимание в течении *.** секунд. Это еще не автоматический режим работы системы слежения. Автоматическое слежение включается спустя какое-то время (тоже задается в панели) после поджига дуги, когда напряжение дуги уже установилось.
Сообщение отредактировал SNB: 07 Май 2019 - 20:47
Бакалавр CNC
Отправлено 17 Май 2019 - 16:53
Магистр CNC

Отправлено 22 Май 2019 - 14:37
Это еще не автоматический режим работы системы слежения. Автоматическое слежение включается спустя какое-то время (тоже задается в панели) после поджига дуги, когда напряжение дуги уже установилось.
Не подскажите как этот параметр в стойке обзывается по аглицки?
Бакалавр CNC
Отправлено 22 Май 2019 - 18:31
Не подскажите как этот параметр в стойке обзывается по аглицки?
1 Torch Up Time Время подъёма резака после резки
2 Torch Down Time Время опускания резака перед резкой
3 Location Up Time Время до отключения дуги при подъёме резака
4 Arc Strike Time Время включения дуги
5 Delay Check ARC SUCCESS Задержка проверки успешного розжига дуги
6 Pierce Time Время пробития
7 First Pierce Time Время первого пробития
8 Move Pierce Time Время пробития перед началом движения осей XY
9 Auto THC Delay Задержка перехода THC в автоматический режим
10 Close THC Speed Dn Scale Диапазон отклонения авто режима при уменьшении напряжения во время резки
11 THC Break Distance Значение, при котором THC отключается
12 Close Arc Time After THC Off Время отключения дуги после отключения THC
13 Arc Break Time Время разрыва дуги
14 Location Feedback Использовать датчик положения в THC
15 Location After Pause Определение положения после паузы
16 Arc strike Feedback 0 – контроллер использует предварительные настройки времени и расстояния для резки, 1- контроллер использует обратную связь с THC для регулировки резки.
Сообщение отредактировал SNB: 22 Май 2019 - 18:34
Магистр CNC
Отправлено 23 Май 2019 - 15:01
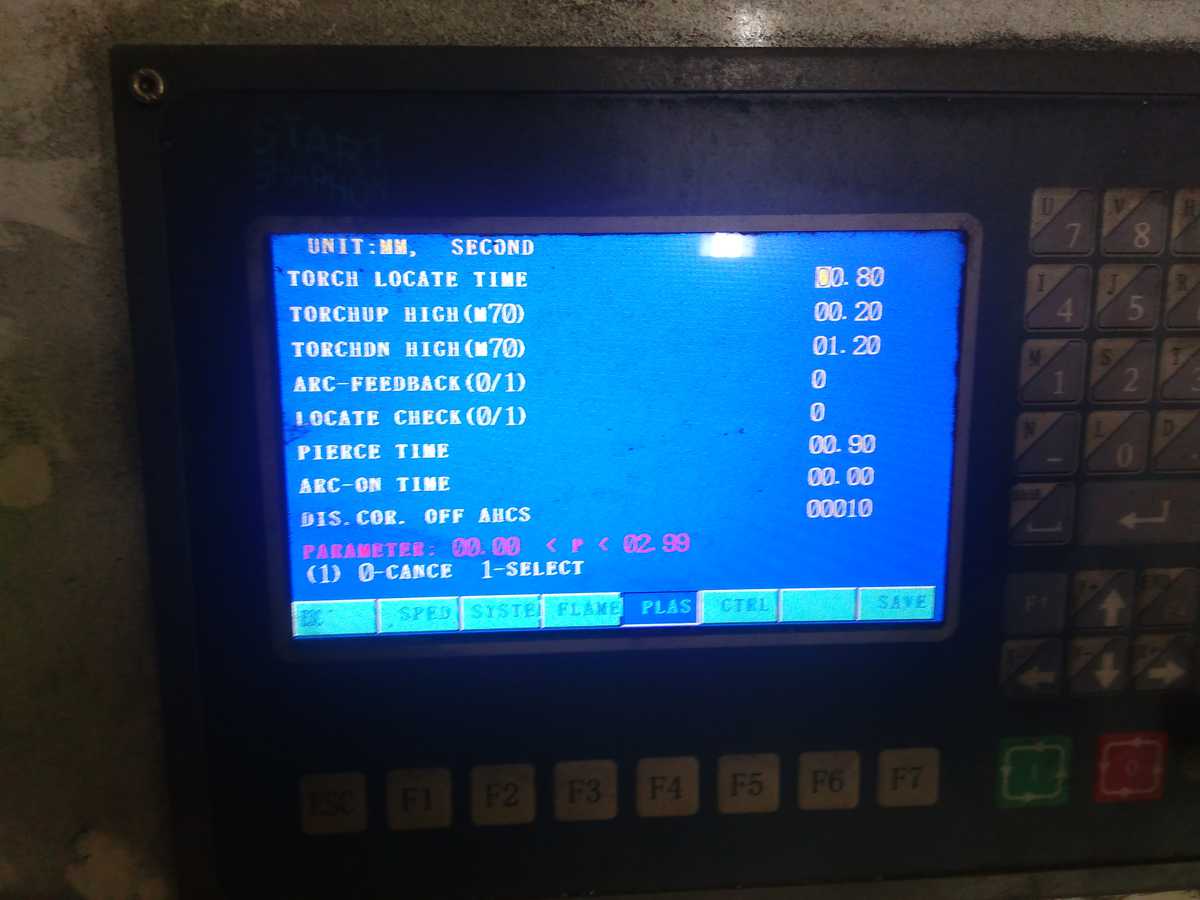
Поменял параметры.
TORCH LOCATE TIME 0,5
TORCHUP HEIGHT 0,6
TORCHDN HEIGHT 1.5
Результат: резак опускается до касания, поднимается на примерно 1мм. поджигает дугу. Дальше полная задница - при выставленном напряжении в ТНС, например 110V SH-HC30 показывает 78-80 , то есть абсолютно не отслеживает напряжение дуги. да ещё бывает царапает по поверхности металла соплом резака.

Бакалавр CNC
Отправлено 23 Май 2019 - 21:26

Магистр CNC
Отправлено 24 Май 2019 - 13:52
Тогда ещё вопрос нужно ли в параметрах плазмы
LOCATE CHECK поставить 1 ?
Бакалавр CNC
Отправлено 24 Май 2019 - 22:19
Тогда ещё вопрос нужно ли в параметрах плазмы
LOCATE CHECK поставить 1 ?
Нет, в "0".
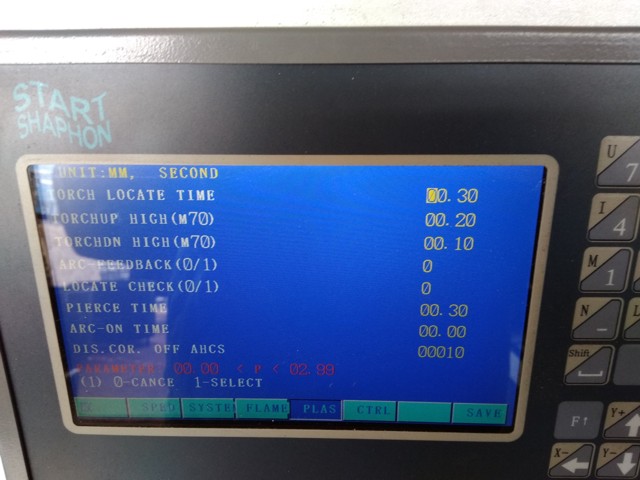
Прикрепляю фото настроек с работающего станка.
Сообщение отредактировал SNB: 24 Май 2019 - 22:22
Магистр CNC
Отправлено 03 Июнь 2019 - 14:00
Прикрепляю фото настроек с работающего станка.
Если возможно можете поделиться фото с настройками в разделе СONTRL. с этого станка?
Бакалавр CNC
Отправлено 03 Июнь 2019 - 18:44
Если возможно можете поделиться фото с настройками в разделе СONTRL. с этого станка?
Там "1" стоит в выборе плазма/пламя (1 - плазма, 0 - газопламенная резка), Limit Posi Effect = 1, Sele Plot Kerf Line= 1, указаны размеры стола. Все остальные параметры по нулям.
Магистр CNC
Отправлено 04 Июнь 2019 - 13:07
Спасибо!
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

