
Здравствуйте!
Имеется станок RFZ 1325, пульт RZNC-D5416 и инвертор. Работаю из Арткама 2008. Так вот, при создании УП задаю скорость вращения шпинделя, но не практике она не поднимается выше 6000 об/мин. Почти уверен, что нужно запрограммировать инвертор, только все попытки оказались неудачными.
И еще: когда с инвертора включаю шпиндель и на пульте стоит положение OFF, то можно шпиндель разогнать хоть до 240000. Но при зауске УП, пульт автоматом "включает" шпиндель и доводит скороть до 6000...
Может кто имеет опыт с этим? Прошу откликнуться!

Инвертор не реагирует на скорость вращения заданную в УП
Автор
Ruslan
, 02 Сен 2008 10:17
регулировка оборотов шпинделя Чтение скорости из УП Чтение оборотов из УП
Сообщений в теме: 24
#1
 OFFLINE
OFFLINE
Ruslan
-
- Пользователи
-

- 2 сообщений
Абитуриент
- Пол:Мужчина
- Город:Семипалатинск
Отправлено 02 Сентябрь 2008 - 10:17
#2
OFFLINE
Admin
-

- Главные администраторы
-
- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 02 Сентябрь 2008 - 11:17
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#3
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 02 Сентябрь 2008 - 19:35
Если инвертор нормально управляется без станка, возможно при работе он (инвертор) берет команду S (частота вращения шпинделя) из G-кодов, тогда отключите ее на пульте (или в Арткаме выставте нужную чястоту). Завтра-послезавтра пойду смотреть станок с похожей проблемой.
Сообщение отредактировал vv92: 02 Сентябрь 2008 - 23:49
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#4
OFFLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 03 Сентябрь 2008 - 20:09
На некоторых станках управление частотой вращения происходит с пульта станка (а не инвертора). Для настройки заходим в меню Spindel setup далее Input control line number задаем количество настраиваемых частот (например 4) далее input state number програмирование кнопки on/off, S0, S1 итд. далее input speed grade здесь стрелочками вверх-вниз настраиваем частоты (если не ошибаюсь все стрелки вверх-400Гц, все вниз-0Гц, а комбинации -разные частоты). После запуска УП шпиндель раскручивается до первой заданной частоты, начиная работу доходит до рабочей, регулировать можно клавишами Z+, Z- (переключается на частоты настроенные ранее S1? S2 и тд.). Можно было перепрограмировать инвертор, но клиента устраивает и так, а мне лень.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#5
OFFLINE
woodman
-

- Пользователи+
-
- 53 сообщений
Студент
- Пол:Мужчина
- Город:Челябинск
Отправлено 08 Сентябрь 2008 - 10:45
Испробовал все настройки шпинделя в пульте, так не получилось задать скорость врашения из УП.
Пульт RZNC-0501 (RZNC-D5416-1.2(zhb497)). У всех таким образом управляется шпиндель только с пульта или у кого-то из УП?
Пульт RZNC-0501 (RZNC-D5416-1.2(zhb497)). У всех таким образом управляется шпиндель только с пульта или у кого-то из УП?
Сообщение отредактировал woodman: 08 Сентябрь 2008 - 10:51
Mecanumeric MecaSIGN MS153 Precix 5100 RK 203 ShopBot Type3 ArtCAM
RhinoCAM InventorHSM Fusion360 Mach3
#6
OFFLINE
Sherak
-

- Опытный
-
- 378 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Братск, Россия
Отправлено 08 Сентябрь 2008 - 11:18
Ну если в настройках пульта есть опция в G-кодах "S code: enable/disable", то скорее всего может читать из УП. У меня такой функции нету. Радует, что есть хотя бы функция чтения скорости подачи из УП....
WBR, Anatoly
#7
OFFLINE
woodman
-
- Пользователи+
-
- 53 сообщений
Студент
- Пол:Мужчина
- Город:Челябинск
Отправлено 08 Сентябрь 2008 - 14:38
может быть для этого нужен свежий UPDATE пульта, вдруг появится в опциях G code параметр S?
Mecanumeric MecaSIGN MS153 Precix 5100 RK 203 ShopBot Type3 ArtCAM
RhinoCAM InventorHSM Fusion360 Mach3
#8
OFFLINE
Sherak
-
- Опытный
-
- 378 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Братск, Россия
Отправлено 08 Сентябрь 2008 - 14:42
Тут дело все не в самом пульте, а в электроннике станка. Если электронника позволяет и все провода на месте, тогда можно... Я так думаю
WBR, Anatoly
#9
OFFLINE
woodman
-
- Пользователи+
-
- 53 сообщений
Студент
- Пол:Мужчина
- Город:Челябинск
Отправлено 08 Сентябрь 2008 - 15:20
команды на включение и выключения шпинделя идет с пульта.... к примеру в УП в самом начале шапки у бери параметр S, при запуске УП шпиндель не включится... значит дело не в проводочках....
Mecanumeric MecaSIGN MS153 Precix 5100 RK 203 ShopBot Type3 ArtCAM
RhinoCAM InventorHSM Fusion360 Mach3
#10
OFFLINE
sergei007
-

- Опытный
-
- 81 сообщений
Студент
- Пол:Мужчина
- Город:Алматы
Отправлено 09 Сентябрь 2008 - 21:59
Здраствуйте Руслан у вас случайно не найдётся мануала на ваш частотник ваш пульт очень похож на мой рузберусь сам и вам помогу а то китайцы забыли про документацию вообще ноль полный так вылетят настройки и делай что хочешь а електроника штучка та ещё тем более китайская.Здравствуйте!
Имеется станок RFZ 1325, пульт RZNC-D5416 и инвертор...
Кстати если вы работаете в ncstudio то ваша проблемка там зарыта в настройках програмы там есть ограничение шпинделя сместите ползунок в право обороты и поднимуться
#11
OFFLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 09 Сентябрь 2008 - 22:29
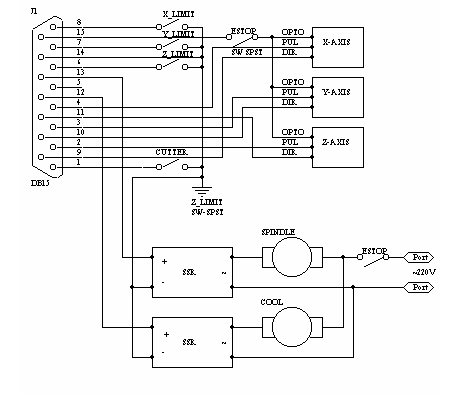
Програмно можно регулировать скорость вращения и с пульта (при "мозгах" станка в пульте), и из компьютера (ДСП-процессор на NCStudio), при условии подведения управляющих сигналов (проводов) к частотнику и настройке самого частотника под эти команды.
Для sergei007, схема подключения NC.
Для sergei007, схема подключения NC.
Прикрепленные изображения
Сообщение отредактировал vv92: 09 Сентябрь 2008 - 22:31
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#12
OFFLINE
Ruslan
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
- Город:Семипалатинск
Отправлено 10 Сентябрь 2008 - 22:52
ЗдравствуйтеЗдраствуйте Руслан у вас случайно не найдётся мануала на ваш частотник ваш пульт очень похож на мой рузберусь сам и вам помогу а то китайцы забыли про документацию вообще ноль полный так вылетят настройки и делай что хочешь а електроника штучка та ещё тем более китайская.
Кстати если вы работаете в ncstudio то ваша проблемка там зарыта в настройках програмы там есть ограничение шпинделя сместите ползунок в право обороты и поднимуться
Попробую Вам помочь: поищите на этом сайте , там есть мануалы на многие инветоры, нужно лишь выбрать модель.
З.Ы. Работал(сейчас я учусь в Астане, а станок в Семее) толко с АртКамом, но там легко задавать скорость вращения шпинделя и ограничений никаких вроде нет, как в НСиСтудио. Дело только в инверторе и пульте. Как сделаю-отпишу.
#13
OFFLINE
smv
-
- Пользователи
-
- 17 сообщений
Студент
Отправлено 15 Сентябрь 2008 - 00:51
МОЖЕТ ЭТО?
Прикрепленные файлы
-
 200677154847401.pdf 669,48К
2569 скачиваний
200677154847401.pdf 669,48К
2569 скачиваний
#14
OFFLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 16 Сентябрь 2008 - 16:44
smv, у вас инвертор запрограмирован управляться от станка, понажимайте в процессе резания клавиши Z+, Z- (можно настроить несколько скоростей вращения в пульте). Можно перепрограмировать инвертор под управление с клавиш или потенциометра. Здесь это уже обсуждалось, хотя несколько сумбурно.
Сообщение отредактировал vv92: 16 Сентябрь 2008 - 16:46
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#15
OFFLINE
Viko
-
- Пользователи
-
- 7 сообщений
Абитуриент
- Пол:Мужчина
- Город:Казахстан Караганда
- Интересы:Реклама
Отправлено 07 Март 2009 - 00:06
Здравствуйте!
Имеется станок RFZ 1325, пульт RZNC-D5416 и инвертор. Работаю из Арткама 2008. Так вот, при создании УП задаю скорость вращения шпинделя, но не практике она не поднимается выше 6000 об/мин. Почти уверен, что нужно запрограммировать инвертор, только все попытки оказались неудачными.
И еще: когда с инвертора включаю шпиндель и на пульте стоит положение OFF, то можно шпиндель разогнать хоть до 240000. Но при зауске УП, пульт автоматом "включает" шпиндель и доводит скороть до 6000...
Может кто имеет опыт с этим? Прошу откликнуться!
Здравствуйте, Руслан! Меня зовут Виктор. Я приобрел RJ1325, работаю в type3 через пульт, у меня такая же проблема как у Вас с пульта шпиндель разгоняется до 6000, с вариатора хоть до 24000, при включении задания резки скорость падает до 6000, при окончание резки опять набирает обороты до 24000. При тестовом запуске данной проблемы не остановки не было, а в процессе поиска увеличения оборотов на вариаторе обороты увеличиваются до 24000 и уменьшаются до 1.5 в секунду и не останавливается.
Если вы что-нибудь знаете об этом напишите пожалуйста.
#16
OFFLINE
3dmax
-
- Пользователи
-
- 21 сообщений
Студент
- Пол:Мужчина
- Город:Минск
Отправлено 10 Март 2009 - 15:07
почему так важно задавать скорость вУП ?
выставляйте на инверторе ,могу скинуть настройки VFD-B
выставляйте на инверторе ,могу скинуть настройки VFD-B
#17
OFFLINE
VladsCo
-

- Пользователи
-
- 27 сообщений
Студент
- Пол:Мужчина
- Город:Владивосток
Отправлено 11 Март 2009 - 08:26
Данные станки не считывают скорость с G кода.
В пульте в настройках шпинделя должно стоять 8e.
Если надо, то могу скинуть настройки для ваших станков, как для пульта, так и как программировать сам инвертор.
В пульте в настройках шпинделя должно стоять 8e.
Если надо, то могу скинуть настройки для ваших станков, как для пульта, так и как программировать сам инвертор.
#18
OFFLINE
Bond
-
- Пользователи+
-
- 15 сообщений
Студент
- Пол:Мужчина
- Город:Омск
-
Из:Omsk
Отправлено 25 Январь 2013 - 22:56
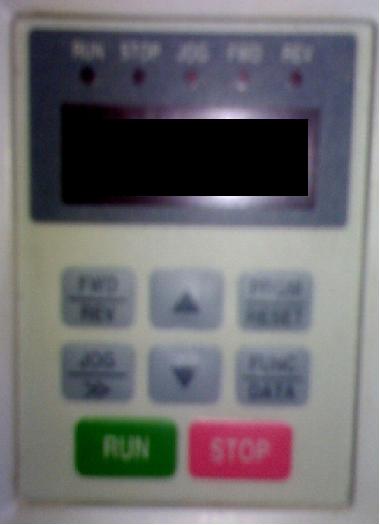
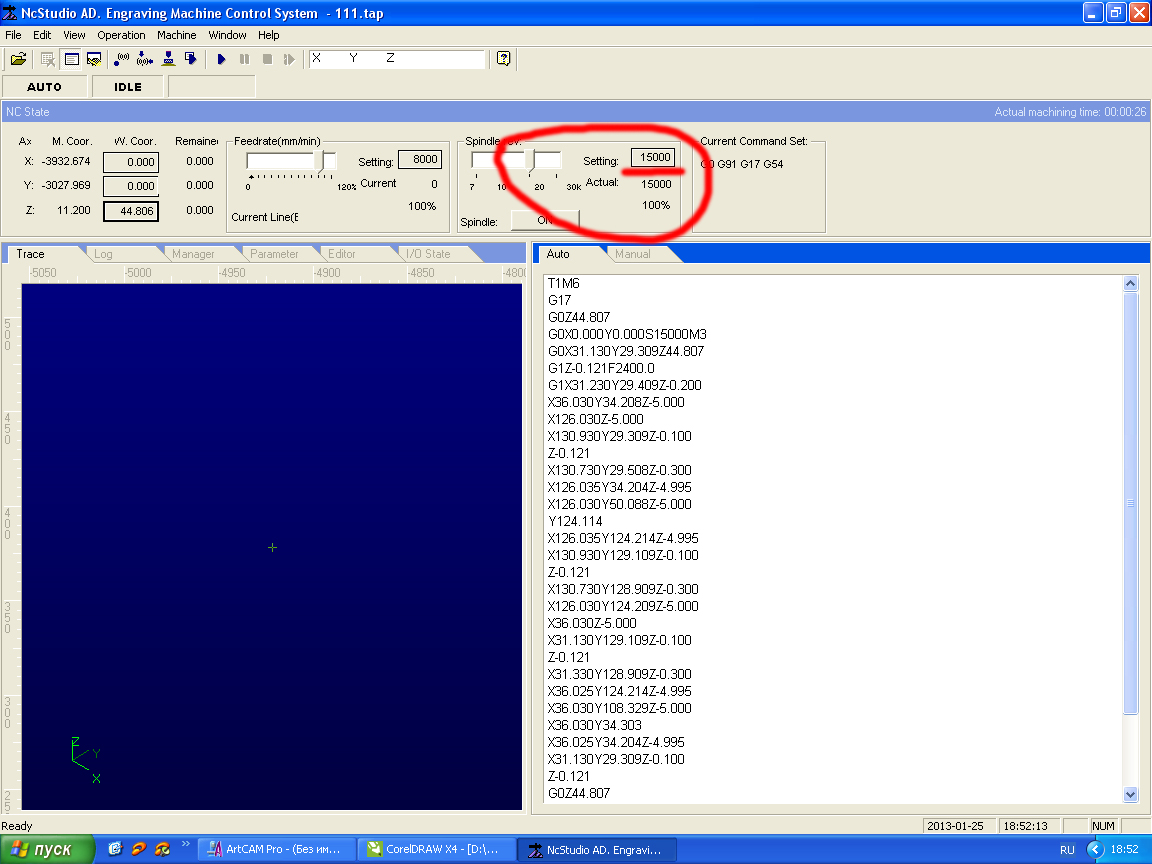
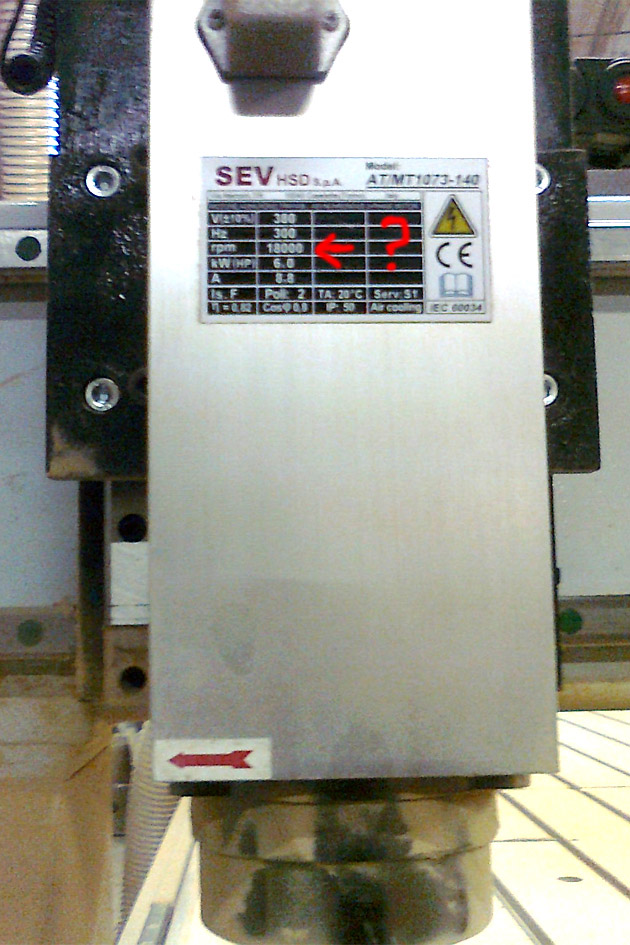
Приветствую всех! Почему не совпадает скорость вращения шпинделя у фрезера и програм? выставляю в арткаме в инструменте 10 000 об, импорнирую в G-code, вставляю в NC studio, отправляю на резку, на фрезере показывает 15 000, если поставить больше 10 000 об в файле, то сразу прыгает на 15 000 в nc stydio, а на фрезере показывает 20 000 об, слышно что скорость вращения меняется, но по звуку кажется что 20 000 об нет, и вообще шпиндель на 18 000 об. Помогите пожалуйста, в чем дело, понять не могу? В файле одни обороты, в nc studio другие, на фрезере третьи!
До этого работал на roland egx 600 и MultiCam, таких проблем небыло, а этот новый фрезер, только купили, китаец
До этого работал на roland egx 600 и MultiCam, таких проблем небыло, а этот новый фрезер, только купили, китаец
Прикрепленные изображения

#19
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 25 Январь 2013 - 23:18
Если у вас плата 15пин (PCI-3D -NCStudio 5-й версии), то там на частотник идет не регулировка частотой вращения, а 3 провода на которых в двоичном коде выдается выбор номера частоты, который прописан в частотнике, а для приведения масштаба в соответствие максимального значения частоты вращения есть в мануфактурных параметрах раздел шпинделя где есть параметр Maximum rpm if the spindle, где и задается максимальное значение... А что-бы и промежуточные значения совпадали - надо правильно в соответствии линейной закономерности отпрограммировать частотник ... Но лучше отпрограммировать частотник так, что-бы часота регулировалась с ручки регулировки на пульте частотника, ну и соответственно включить с платой ( это все здесь писали...)...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#20
OFFLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 25 Январь 2013 - 23:20
А Вы не поленитесь посмотрите и поэкспериментируйте. Часто китайцы вообще не подключают управление инвертором или только команду пуск-стоп.
Вадим, я маленько выпил , но твой пост понял с третьего прочтения, хоть и в теме. Народ желает, чтобы пальцем показали и не хочет сам чуть-чуть попробывать подумать.
Вадим, я маленько выпил , но твой пост понял с третьего прочтения, хоть и в теме. Народ желает, чтобы пальцем показали и не хочет сам чуть-чуть попробывать подумать.
Сообщение отредактировал vv92: 25 Январь 2013 - 23:28
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Темы с аналогичным тегами регулировка оборотов шпинделя, Чтение скорости из УП, Чтение оборотов из УП

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

