
Есть связка - станок + Artcam + Planet CNC-usb.
Не настроенный по осям станок нормально делал 2д выборку и обработку по профилю. Но меньших размеров. С помощью настройки в cnc-usb выровнял масштаб к 1:1 (спасибо сайту). После этого небольшую 2д выборку (буквы и пазы) делает нормально, хотя шпиндель на слух стал крутиться медленнее. А при обработке по профилю детали 3х14 см шпиндель крутится так же медленно, а движение по осям сильно ускорилось. И стойка со шпинделем при прохождении длинной стороны детали под конец разгонавшись, резко стопорится и начинает дико вибрировать.
И до и после подстройки шагов УП из арткама экспортировалась в одном формате. Единственное что делал со станком сверх этого - вручную, за рукоятки осей X и Y, двигал шпиндель к нужной нулевой позиции ( все таки быстрее, чем кликать мышкой на Jog). Может изза этого.

После настройки шагов по осям сильно увеличилась скорость
Автор
Alout
, 02 Фев 2016 00:22
масштаб настройка импульсов Настройка скоростей
Сообщений в теме: 7
#1
 OFFLINE
OFFLINE
Alout
-
- Пользователи+
-

- 35 сообщений
Студент
- Пол:Мужчина
- Город:Калининград
-
Из:Калининград
Отправлено 02 Февраль 2016 - 00:22

#2
OFFLINE
MiG
-

- Продвинутый
-
- 2 019 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 02 Февраль 2016 - 00:29
Вы же сами ответили на свой вопрос 
И стойка со шпинделем при прохождении длинной стороны детали под конец разгонавшись, резко стопорится и начинает дико вибрировать.
До настройки "масштаба" (импульсов) у вас станок ехал нормально,
а после настройки он стал проезжать за это же время большее расстояние
(на столько , на сколько больше настроили "масштаб"),
то есть скорость подачи увеличилась и станок с такой подачей уже не справляется.
Убавляйте немного подачу в параметрах инструмента в арткаме
или(если подача не читается из файла уп) убавьте подачу в " CNC usb controller".
...если еще и на быстрых перемещениях косячить изредка будет ,
то придется немного убавить подачу G00 в " CNC usb controller" .
Сообщение отредактировал MiG: 02 Февраль 2016 - 00:42
#3
OFFLINE
Alout
-
- Пользователи+
-
- 35 сообщений
Студент
- Пол:Мужчина
- Город:Калининград
-
Из:Калининград
Отправлено 03 Февраль 2016 - 03:13
Спасибо за ответ). Вроде как все логично с изменением масштабов и скоростью, но такие моменты как необъяснимая потеря скорости вращения шпинделя, ломает всю логику.
Попробовал в Арткаме - в настройках инструмента. Поставил треть от опциональных " Рабочую подачу и Шаг" для появления разницы. Но все по прежнему.
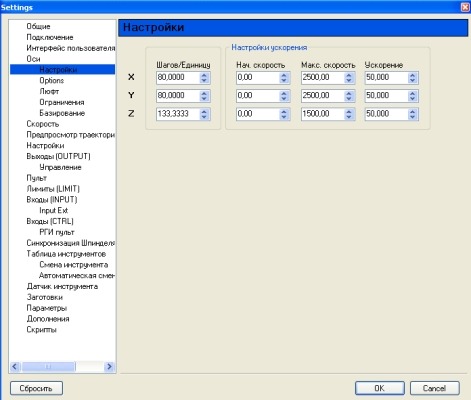
А вот с убавлением подачи в " CNC usb controller" не пойму. Прикрепил одну из страниц настроек CNC-usb. Здесь вносить изменения? У меня там только первый столбик заполнен после калибровки (317,460 вместо изначальных 100.000)
И про убавление в G00 - это правка самой УП?
Прикрепленные изображения
Сообщение отредактировал Alout: 03 Февраль 2016 - 03:21
#4
OFFLINE
MiG
-
- Продвинутый
-
- 2 019 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 03 Февраль 2016 - 23:21
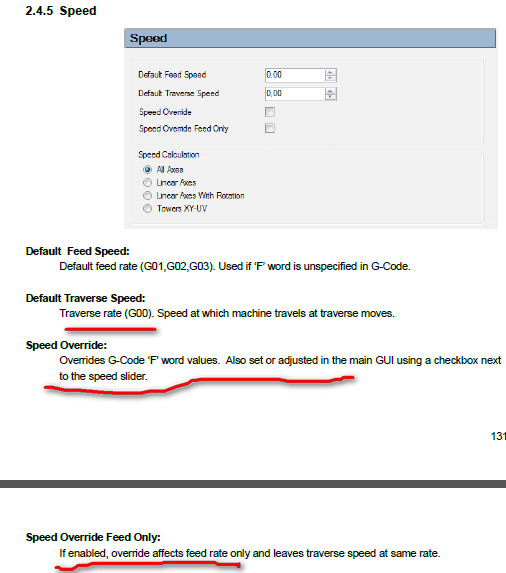
там в списке есть раздел "скорость" ,
будет два пункта ,
первый подача фрезерования, второй скорость быстрых перемещений,
вот там попробуйте убавить ...
ну и здесь, в настройках ускорений, макс.скорость для X,Y соответственно скорректировать.
#5
OFFLINE
Alout
-
- Пользователи+
-
- 35 сообщений
Студент
- Пол:Мужчина
- Город:Калининград
-
Из:Калининград
Отправлено 08 Февраль 2016 - 03:29
). Спасибо за помощь. Подействовало.
Правда пара вопросов все же осталась).
Насколько понял - проблема в том что usb-cnc не принимает G00 и F (для шпинделя) коды? И вопрос в правильном пост процессоре в artcame. Но оптимального варианта не предлагали даже на форуме planet-cnc. И если постпроцессор не найдется, для каждого варианта обработки придется менять эти скоростные настройки?
И еще насчет скорости шпинделя. Есть ли вариант изменять ее в настройках?
Правда пара вопросов все же осталась).
Насколько понял - проблема в том что usb-cnc не принимает G00 и F (для шпинделя) коды? И вопрос в правильном пост процессоре в artcame. Но оптимального варианта не предлагали даже на форуме planet-cnc. И если постпроцессор не найдется, для каждого варианта обработки придется менять эти скоростные настройки?
И еще насчет скорости шпинделя. Есть ли вариант изменять ее в настройках?
Сообщение отредактировал Alout: 08 Февраль 2016 - 03:34
#6
OFFLINE
MiG
-
- Продвинутый
-
- 2 019 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 08 Февраль 2016 - 04:07
G00 правильнее однократно забить в параметрах системы,
проставить максимально-стабильную скорость для быстрых перемещений.
Не нужно её читать из кода уп, незачем...
[F] судя по мануалу система читает нормально.
...кстати [F] - это подача фрезерования ,а не обороты шпинделя ,
обороты это -[S] ,а у вас на станке скорее всего и не предусмотрена
программная регулировка оборотов , только ручная вертушком на ящике.
постпроцессор должен подойти стандартный G-code(mm) и тому подобные...
Сообщение отредактировал MiG: 08 Февраль 2016 - 04:27
#7
OFFLINE
Alout
-
- Пользователи+
-
- 35 сообщений
Студент
- Пол:Мужчина
- Город:Калининград
-
Из:Калининград
Отправлено 08 Февраль 2016 - 04:31
))). Позорище. До сих пор не пробовал разбираться с этой непонятной ручкой на корпусе... И ее как раз убрал на минимум (на всякий))) когда корректировал масштаб. Да и с кодами ... И мануал такой есть, и книгу по чпу листал. Но вот теперь все стало на места. Спасибо.
Если не сложно , то для уточнения. :
Ничего не испортится, если и дальше буду подгонять X и Y для установки нуля вручную, крутя винтовые передачи?
Можно ли в cnc-usb отследить кол-во оборотов, которые буду выставлять?
Если не сложно , то для уточнения. :
Ничего не испортится, если и дальше буду подгонять X и Y для установки нуля вручную, крутя винтовые передачи?
Можно ли в cnc-usb отследить кол-во оборотов, которые буду выставлять?
#8
OFFLINE
MiG
-
- Продвинутый
-
- 2 019 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 08 Февраль 2016 - 04:39
в принципе ,если не переусердствовать ,то ничего не должно случится,
но шаговики ,если их вручную крутить, работают как генератор,
вырабатывают напряжение , неизвестно какие вас драйверы шаговиков стоят
и если быстро двинуть - есть вероятность спалить драйверы...
нет , только по положению вертушка.
Сообщение отредактировал MiG: 08 Февраль 2016 - 05:16
Темы с аналогичным тегами масштаб, настройка импульсов, Настройка скоростей




Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

