Всем привет! Добрые люди, помогите новичку в мире ЧПУ.
Немного истории.
Для хоббийных целей приобрел китайца 6040 с USB интерфейсом.
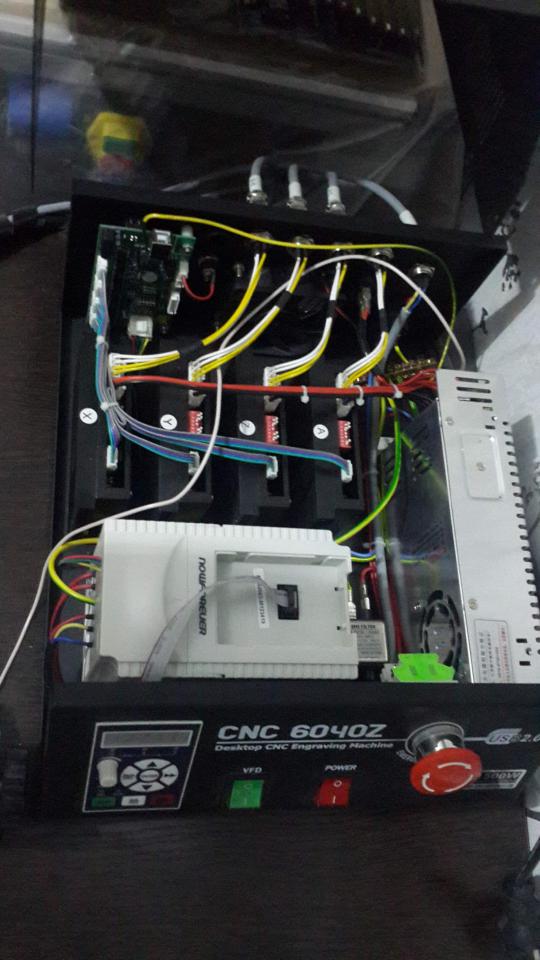
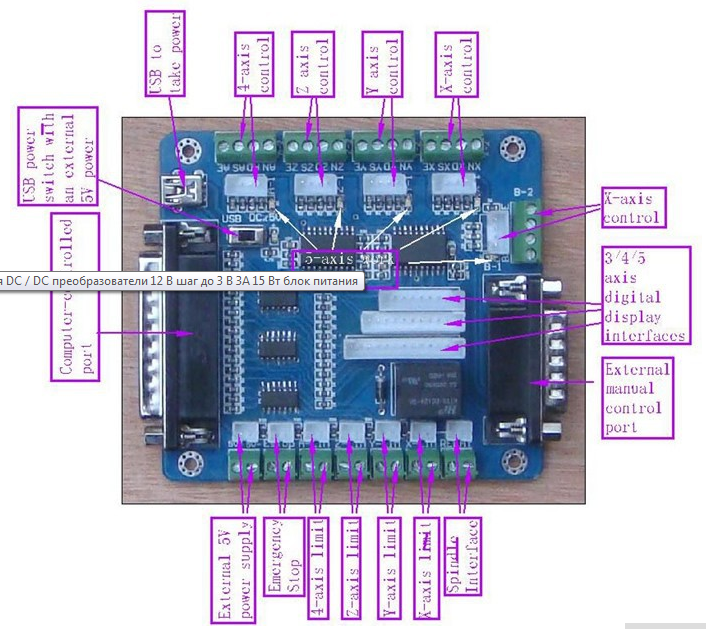
При подключении к компьютеру Mach3 пишет "Find No XHC NCUSBPOD!", другой владелец такого же станка сказал, что победил такую же проблему подбором какого-то специального сервисного USB кабеля. Похоже на правду, так как при тестировании некоторых кабелей компьютер вообще не реагирует на подключение. Если брать кабель покачественее, то происходит опознание и установка драйвера карты. Mach3 как будто бы видит карту, но через несколько секунд выходит сообщение которое я выкладывал выше. Перепробовав десяток кабелей, и не раз обозвав себя нехорошими словами за покупку USB станка, я решил, что проще будет купить управляющую карту (надеюсь правильно обозвал) с LPT портом и настроить его. Купил такой.
А вот и вопрос.
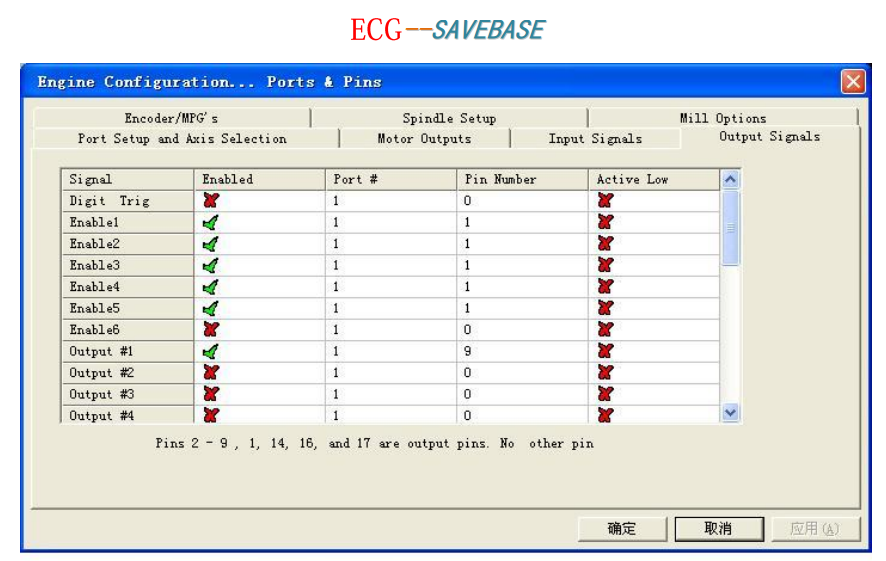
В купленной карте для подключения шпинделя выделено два выхода. А у меня в станке стоит инвертер, от которой выходят четыре провода. Я так понял четыре необходимо для программного управления шпинделем, но как все это теперь настроить с моей картой? Инвертер стоит Nowforeuer D100S1R5B.