
Здравствуйте. Вырезаю плоские детали из 10-мм буковой доски. Детали довольно миниатюрные и имеют сложную форму, поэтому фрезу беру потоньше, сейчас использую спиральные 2.5-3.175 проходами по 2-3 мм. Проблема в том, что фреза оставляет следы на торце реза от каждого прохода. Они очень нежелательны, сейчас мне их приходится долго вышкуривать, чего хотелось бы избежать. Есть ли принципиальная возможность резать на всю высоту за один проход? Шпиндель 1.5 кВт

Фреза после каждого прохода оставляет следы на торце реза
Автор
sunny417
, 16 Сен 2015 23:58
Торцевые ступеньки
Сообщений в теме: 8
#1
 OFFLINE
OFFLINE
sunny417
-
- Пользователи+
-

- 81 сообщений
Студент
- Пол:Мужчина
-
Из:Siberia
Отправлено 16 Сентябрь 2015 - 23:58
#2
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 17 Сентябрь 2015 - 00:14
Вырезайте по той же схеме, но с припуском допустим 0,5мм. Последний проход (с отделением детали) делайте попутно на всю глубину без припуска.
А разом и на всю глубину такой фрезой опилки некуда девать будет, перегреется. Минимум шестеркой. Но видится мне, что Ваш станок перекосит от такой нагрузки.
Сообщение отредактировал lkbyysq: 17 Сентябрь 2015 - 00:18
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#3
OFFLINE
sunny417
-
- Пользователи+
-
- 81 сообщений
Студент
- Пол:Мужчина
-
Из:Siberia
Отправлено 17 Сентябрь 2015 - 00:46
О, спасибо за классную идею! И в самом деле хороший выход.
#4
OFFLINE
Ewgeniy
-

- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 17 Сентябрь 2015 - 01:00
Этот "хороший выход" и "классная идея" даже в АртКам встроен.

Хотя я сам в ручную "прописываю".
#5
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 17 Сентябрь 2015 - 05:29
При вырезании припуска нормально работают и на автомате, при том с ними можно минимизировать количество перемычек, т.к. последний чистовой проход снимает очень тонкие слои, поэтому и перемычки можно для удержания детали ставить по минимуму...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#6
OFFLINE
sunny417
-
- Пользователи+
-
- 81 сообщений
Студент
- Пол:Мужчина
-
Из:Siberia
Отправлено 23 Ноябрь 2015 - 14:53
Еще вопросик. Со следами от фрезы вроде решилось, а если ли способы борьбы с задирами волокон на торце? Использую спиральную фрезу, подачи умеренные, проход по контуру, как советовали выше, на всю глубину со съемом 0.4 мм. Рез фигурный и на определенных участках (чаще на скруглениях) фреза оставляет бахрому, с которой очень сложно бороться вручную. Она представляет собой довольно глубокие задиры волокон. В то же время есть участки на том же изделии, которые выглядят почти ни шлифованными.
#7
OFFLINE
Карпуха
-
- Пользователи+
-
- 277 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 23 Ноябрь 2015 - 15:25
sunny417, ну, дык, это всё из-за направления волокон дерева. Пока фреза новая, то обычно бахромы нет. Как только подтупляется - появляется бахрома. Если фреза со стружкой вверх, то бахрома сверху, если со стружкой вниз - то при подтуплении - внизу. Но если заготовка хорошо прижата к столу, то обычно даже уже не острая фреза со стружкой вниз почти не делает бахрому по нижнему краю. Выход из всего этого - использовать компрессионную фрезу.
Ничего не сделано, если что-то не доделано!
#8
OFFLINE
sunny417
-
- Пользователи+
-
- 81 сообщений
Студент
- Пол:Мужчина
-
Из:Siberia
Отправлено 24 Ноябрь 2015 - 01:10
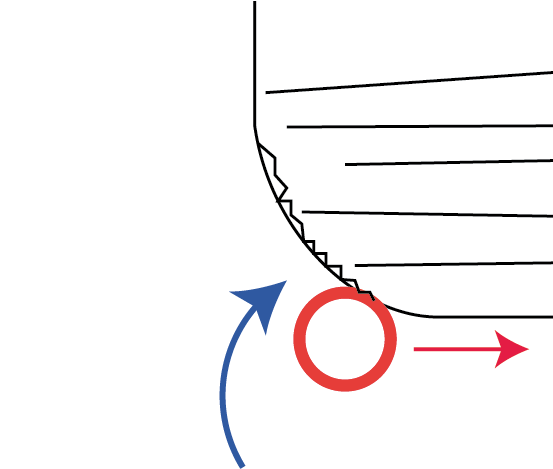
Компрессионную закажу, но бахрома присутствует не снизу или сверху, а по всей высоте реза - вот в чем беда. Страдают только те места, где фреза вращается встречно волокнам, плюс к этому движется встречно-диагонально, получается такое "отщипывающее" усилие, как я попытался изобразить на картинке. В результате кусочки материала как бы выламываются, выдираются, что сложно потом исправить шкуркой, не испортив геометрию изделия. Аналогичные проблемы с гравировкой и - особенно - снятием фаски. Я пытался снимать фаску V-гравером и V-фрезой: пока идет прямо (неважно, вдоль/поперек) все хорошо, как только "атакует" волокна под углом, получается безобразного вида участок с бахромой. Изделия у меня маленькие, 5-10 мм высотой.
Прикрепленные изображения
#9
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 24 Ноябрь 2015 - 01:58
Не скажу за дерево, скажу за металл.
Это совокупная проблема, в которой принимают участие:
1. Люфты
2. Жесткость системы станок-инструмент-деталь
3. Линейная интерполяция дуг
Я называю это явление "станок дробит". Станок звук издает соответствующий.
В какой-то мере это можно приукрасить подбором стартовая скорость - ускорения - сглаживание углов в настройках ЧПУ.
Следует использовать постпроцессор поддерживающий G02/G03.
Фото станка в студию.
Фото дефекта в студию.
Видео создания дефекта в студию.
Сообщение отредактировал lkbyysq: 24 Ноябрь 2015 - 02:10
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Темы с аналогичным тегами Торцевые ступеньки

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}