Вопросы к KuZ.
1. Как у вас решена проблема с отражением?
2. Что у вас за станок, ПО?
3. Можете подсказать параметры резки, например для стали 1 мм.? Скорость резки, давление кислорода, расстояние от поверхности металла до сопла, где расположен фокус (на поверхности или над).
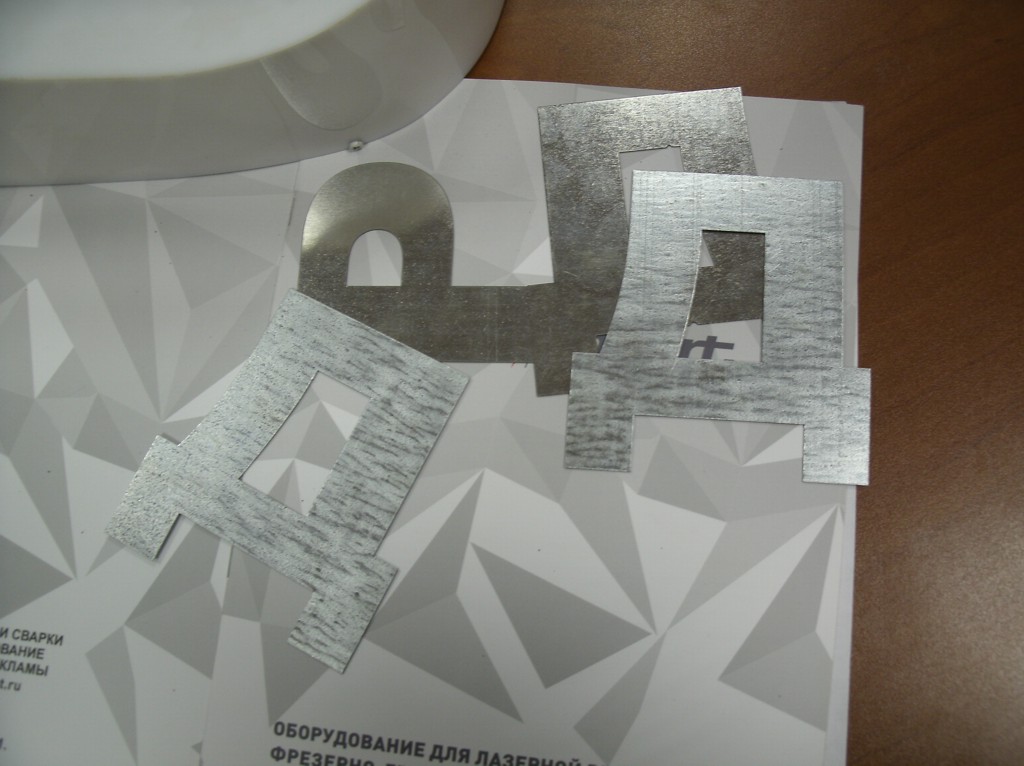
1. Проблема с отражением пока не решена никак. Используем головку из поднебесной Но с приводом по Z и емкостным датчиком завязанным на PLC Omron. По нержавейке и углеродистой стали проблем с отражением не было. режем и продолжаем резать без проблем. Это штатный режим станка. Резка с кислородом.
По оцинковке немного сложнее. Увеличиваем задержку перед врезкой. Цинк сгорает и резка идет как обычно по металлу. На мой взгляд, вредное отражение идет только в момент прошивки. По оцинковке убавляем кислород и добавляем воздух где то до 0,2.
2. Станок китайский HS-Z1390M, Контроллер RDL6332M, PLC системы слежения за поверхностью как писал выше Omron, программа RDCam 6.0 версия для резки металла (там есть отличия от стандартной.) Сейчас есть новая программа для этих контроллеров называется MetallCut посовременнее но в принципе тоже самое.
3. Параметры. Линза фокус 2,5 дюйма (не китайская, штаты, "толстая"). Фокус по поверхности.
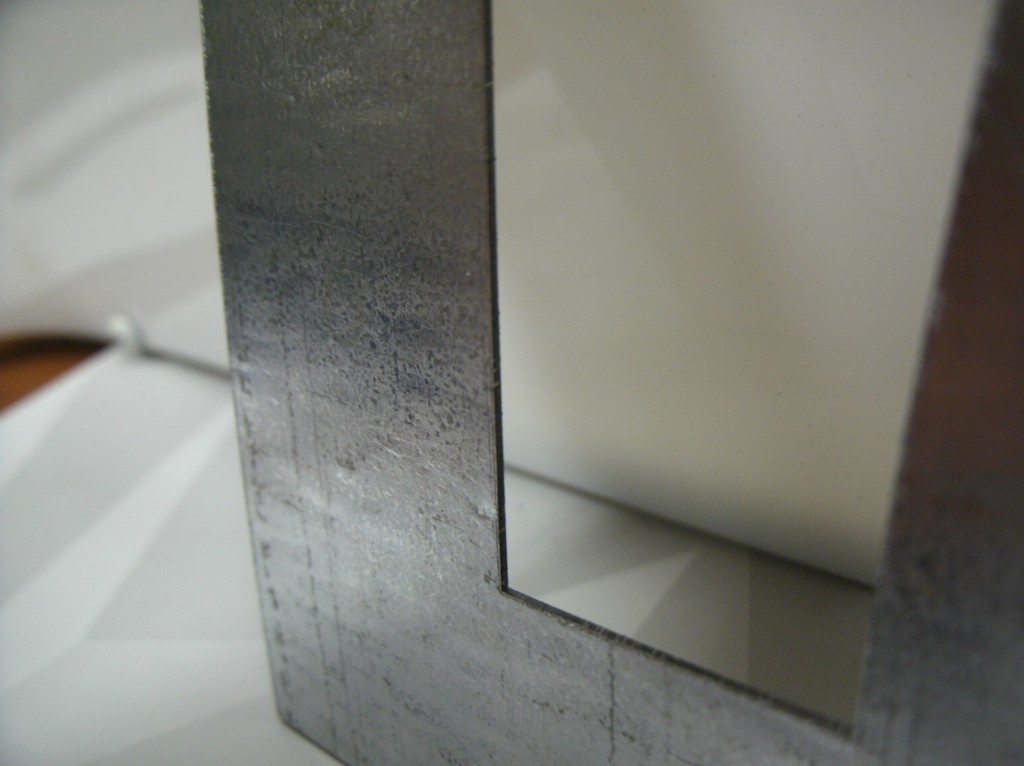
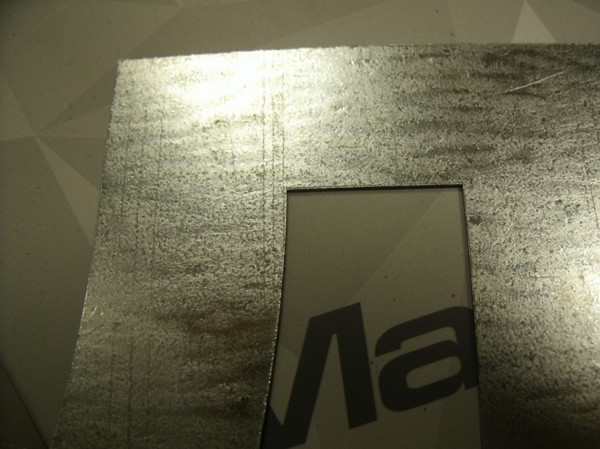
нержавейка 1мм - 0,4 м/мин - кислород 0,8 мПа - расстояние до поверхности от сопла 1 мм. - диаметр сопла 1,5 мм.
сталь (холоднокатанная) скорее всего 35 или 40 1мм. - 0,5 м/мин - кислород 0,8 мПа - расстояние до поверхности от сопла 1 мм. - диаметр сопла 1,5 мм.
Работаем на 80% Реси Z6 (135Вт.) голова и сопло НЕ греются, охлаждение водяное к голове не подведено. Очень тщательно юстировали так как для резки металла на такой мощности это критично.
"Знаю я эти культурные дома. Иконы, самовары, Нефертити... Какие-то
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.










 . Короче вчера я за него практически весь его заказ сделал.
. Короче вчера я за него практически весь его заказ сделал.