
мдя. ну тут вопрос скорей всего сниметца сам собой. есть фрезы 120 мм ими можно обрабатывать. и резких переходов насколько знаю в данных задачах нет. я обрабатываю до 180 мм. причем 120 мм фреза и гайка создавая угол под которым можно делать.

Нужна помощь в выборе CNC для изготовления модельной оснастки для литья металлов
Автор
LD V
, 21 Янв 2010 21:38
Сообщений в теме: 33
#21
 OFFLINE
OFFLINE
Buzl
-

- Продвинутый
-

- 1 694 сообщений
Басяцкая Панда
- Пол:Мужчина
- Город:СССР, Пенза
-
Из:USSR, Komsomolsk-on-Amure
Отправлено 19 Март 2010 - 21:25
לפרות ולרבות
#22
OFFLINE
vv92
-

- Cтарожил
-
- 9 354 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 19 Март 2010 - 23:00
Да сущесвует инструмент под глубокие пазы, но среди моих клиентов нет "понимающих" стоимость фрезы по 500 Евро (а то и более), так зачем выеживаться со станком.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#23
OFFLINE
sasha00
-
- Пользователи
-
- 26 сообщений
Студент
- Пол:Мужчина
- Город:Беларуссия
-
Из:полоцк
Отправлено 21 Март 2010 - 00:11
kus мы занимаемся точ в точ тем же в Белоруссии и станок такойже как и вы покупаем под теже цели но без склейки высоких моделей вы не обойдёсь тем более что наверняка вам придеться делать обратные (внутрение) фланцы либо фланцы обрезки мы остановились на варианте z 250 (правда хотели 300) но 50 зто не принципиально. ачтобы не заморачиваться на склейку нужен хорошии 5-координатник но он стоит ооой как много. напиши мне одним делом занимаемся правда немного не по темеДоброе время суток. Если никто не возражает, новую тему создавать не буду, буду черпать информацию здесь.
У меня похожая ситуация. Нужен фрезерно-гравировальный станочек. Станок планируем брать в основном для модельных работ. Зона обработки: от 1200х1200 до 1500х2500 мм. (где-то так). Клиренс не менее 200 мм. Можно даже больше, т.к. планируем точить мастер-модели и(или) переходные матрицы из ППУ и МДФ (фанера - редко; цвет. мет - возможно никогда, но хотелось бы, что бы станок и их мог погрызть). Мы делаем облицовочные детали из стеклопластика для тракторов, комбайнов, дорожно-строительной техники и т.п. Оснастку делаем себе сами. Собственно, для оснастки станок и нужен. Клиренс 200 отсюда и берётся. Хочеться обрабатывать переходную матрицу за раз, не заморачиваясь последующей склейкой. Детали в большинстве своем имеют габарит более 200, поэтому размер 300 или 400 (как кое-кто опционально предлагает), наверное, нам подошел бы. Это мне так видиться, может я чего-то не понимаю?
С вашей помощью надеюсь разрешить терзающие меня вопросы и настроиться на путь истинный.
#24
OFFLINE
Kus
-

- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Город:Владимир
Отправлено 22 Март 2010 - 19:56
Давайте по порядку. vv92, мне казалось, что фрезы сейчас найти не проблема и, мне кажеться, намного дешевле 500 евро. Но, вы правы, этот вопрос я не охватил, надо будет прозондировать. Просто мы заказывали удлиненные фрезы, нам сделали недорого (только фрезы у нас не для станка, не большие и не сильно удлиненные), поэтому я как-то отложил этот вопрос.
sasha00, какой же станок вы приобрели в итоге? Довольны ли?
И всё-таки какой минимум компонентов взять для приятной работы станка?
sasha00, какой же станок вы приобрели в итоге? Довольны ли?
И всё-таки какой минимум компонентов взять для приятной работы станка?
#25
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 22 Март 2010 - 22:50
Справедливости ради должен заметить, что необходимость обрабатывать такие заготовки время от времени появляется. Для этих работ выпускаются как длинные фрезы, так и удлиннители фрез. А куда деваться?Меня всегда интересует, где и какой инструмент вы будете использовать для обработки 200-милиметровой заготовки?
Фрезы до 150мм.
Фрезы до 180мм.
Фрезы до 250мм.
#26
OFFLINE
Kus
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Город:Владимир
Отправлено 23 Март 2010 - 14:28
Вот пример детальки (в парасолиде). Как выточить под неё переходную матрицу (или болван) на станке с клиренсом 150? Наточить частями, потом склеить?Вчера, в личной беседе объяснял тоже потенциальному клиену (нужен клиренс 500мм на станке под мастер-модели), проще привезти ему требуемый станок, а дальше его проблемы.
Таких деталей много, конечно не основная масса... Процентов 40.
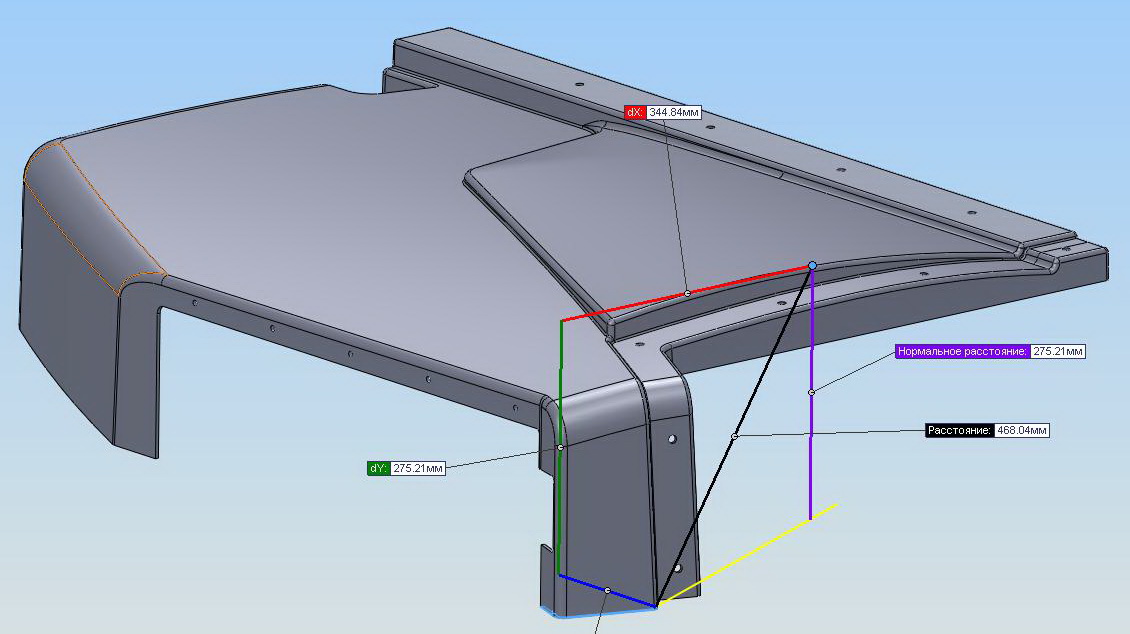
 Деталь_парасолид_.rar 250,45К
242 скачиваний
Деталь_парасолид_.rar 250,45К
242 скачиваний
#27
OFFLINE
vv92
-
- Cтарожил
-
- 9 354 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 23 Март 2010 - 15:03
Да можно пускать в стружку материал (он и машинное время видимо дешевы), да и станок взять шестиосевой, но для ваших задачь скорее подойдет недорогой (относительно конечно) трехосевой (если есть деньги, можно взять с клиренсом 500мм). Но как мне кажется, без склейки и ручной доводки всеравно не обойтись. Главное, чтобы был грамотный конструктор и желательно понимающий станочник.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#28
OFFLINE
Kus
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Город:Владимир
Отправлено 23 Март 2010 - 15:28
Речь идет не о том, что бы точить деталь из целого куска (куба), а о том, что можно предварительно склеив заготовку нужной формы выточить с одной установки. Мне кажеться в этом есть смысл.
#29
OFFLINE
Buzl
-
- Продвинутый
-
- 1 694 сообщений
Басяцкая Панда
- Пол:Мужчина
- Город:СССР, Пенза
-
Из:USSR, Komsomolsk-on-Amure
Отправлено 23 Март 2010 - 18:15
деталь состоит из трех частей вместе с дырками. пара боковинок и верхушка. материала минимум. работы на 2 часа.
а габариты какие я предположил 1,5х1,5
а габариты какие я предположил 1,5х1,5
לפרות ולרבות
#30
OFFLINE
Kus
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Город:Владимир
Отправлено 23 Март 2010 - 18:43
Габариты 1200х800...
Что ж... Если я правильно понял Вашу мысль, легче сделать 3 куска и потом их собрать?
Что ж... Если я правильно понял Вашу мысль, легче сделать 3 куска и потом их собрать?
#31
OFFLINE
Buzl
-
- Продвинутый
-
- 1 694 сообщений
Басяцкая Панда
- Пол:Мужчина
- Город:СССР, Пенза
-
Из:USSR, Komsomolsk-on-Amure
Отправлено 23 Март 2010 - 20:31
две боковинки и основание. потом с помощью гвоздей и отвертки собрать. а если из ппу то часа 1,5 займет. сначала 8 мм фрезой прямой все детали а потом круглинькой
לפרות ולרבות
#32
OFFLINE
Kus
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
- Город:Владимир
Отправлено 30 Март 2010 - 01:06
Продолжаю копать. Отправил запрос в 12 различных компаний (12 брендов  ).
).
С минимальной комплектацией тоже вроде определился: датчик нуля (длины инструмента), пульт, магазин инструмента. Вроде хватит. Если изначально будет вакуумный стол с Т-пазами - хорошо; помпу можно пока не брать, если что, потом докупить. Собственно, думаю, вакуумный стол мне вообще не нужен. Система аспирации? Буду ли я её использовать? Щетка мне будет мешать сто пудов. А без щетки есть ли смысл во всей системе?
Вот что меня ещё волнует. Пишут, например, так: "ЧПУ Меканумерик CN7000" или "Встроенная ОС на QNX основе". Мне это ни о чём не говорит. Как вообще осуществляется управление станком? Могут ли возникнуть какие-нибудь сложности с совместимостью? На что тут в первую очередь обратить внимание?
).С минимальной комплектацией тоже вроде определился: датчик нуля (длины инструмента), пульт, магазин инструмента. Вроде хватит. Если изначально будет вакуумный стол с Т-пазами - хорошо; помпу можно пока не брать, если что, потом докупить. Собственно, думаю, вакуумный стол мне вообще не нужен. Система аспирации? Буду ли я её использовать? Щетка мне будет мешать сто пудов. А без щетки есть ли смысл во всей системе?
Вот что меня ещё волнует. Пишут, например, так: "ЧПУ Меканумерик CN7000" или "Встроенная ОС на QNX основе". Мне это ни о чём не говорит. Как вообще осуществляется управление станком? Могут ли возникнуть какие-нибудь сложности с совместимостью? На что тут в первую очередь обратить внимание?
#33
OFFLINE
zazzz
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Львов
Отправлено 20 Январь 2011 - 16:50
Озадачен подобной проблемой - быстрым изготовлением модельной оснастки для литейного производства. Литье в песчано-силикатные формы.
В данный момент вся оснастка делается из дерева, фанеры. Исходя из вышеизложенного понял, что имеет смысл делать наборные модели из фанеры, допустим 10-20 мм., по принципу 3-д принтеров, печатающих/вырезающих/склеивающих слои. С пленками дискретность меньше, но и время и материалы дороги.
Важно для себя понять разумную достаточность исходя из жизненного CNC опыта, которого к сожалению нет.
Покурив этот форум, понял, что подводных камней уйма. Интересно мнение практиков о рабочих, проверенных временем комплектах. Задачи те же, что и у топикстартера. 1:1 Размеры максимальной детали 1300х500х500/2 (2 полуформы/"пасочки" по высоте ) Про однопроходный цикл длинным инструментом все уже понял - дорого, сложно, неточно. А значит нужно будет обойтись комплектом стандартных фрез (а какой он - стандартный комплект самодостаточный ?) Тоже рассматривал станочки на 777.lg.ua , но есть серьезные сомнения в надежности и некоторая растерянность в составлении хорошего комплекта. Может кто-то уже на эти грабли наступал ? Поделитесь информацией пожалуйста.
В данный момент вся оснастка делается из дерева, фанеры. Исходя из вышеизложенного понял, что имеет смысл делать наборные модели из фанеры, допустим 10-20 мм., по принципу 3-д принтеров, печатающих/вырезающих/склеивающих слои. С пленками дискретность меньше, но и время и материалы дороги.
Важно для себя понять разумную достаточность исходя из жизненного CNC опыта, которого к сожалению нет.
Покурив этот форум, понял, что подводных камней уйма. Интересно мнение практиков о рабочих, проверенных временем комплектах. Задачи те же, что и у топикстартера. 1:1 Размеры максимальной детали 1300х500х500/2 (2 полуформы/"пасочки" по высоте ) Про однопроходный цикл длинным инструментом все уже понял - дорого, сложно, неточно. А значит нужно будет обойтись комплектом стандартных фрез (а какой он - стандартный комплект самодостаточный ?) Тоже рассматривал станочки на 777.lg.ua , но есть серьезные сомнения в надежности и некоторая растерянность в составлении хорошего комплекта. Может кто-то уже на эти грабли наступал ? Поделитесь информацией пожалуйста.
#34
OFFLINE
369852
-

- Опытный
-
- 445 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Череповец
Отправлено 21 Февраль 2011 - 02:02
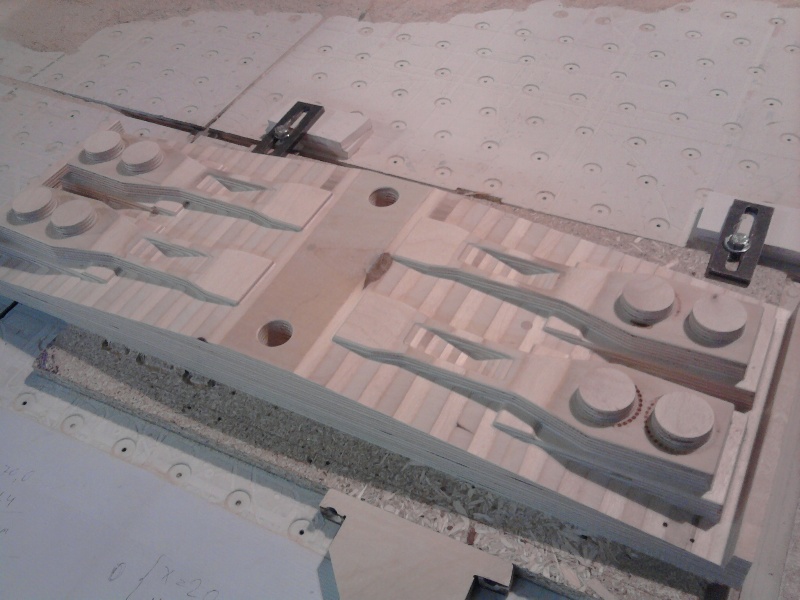
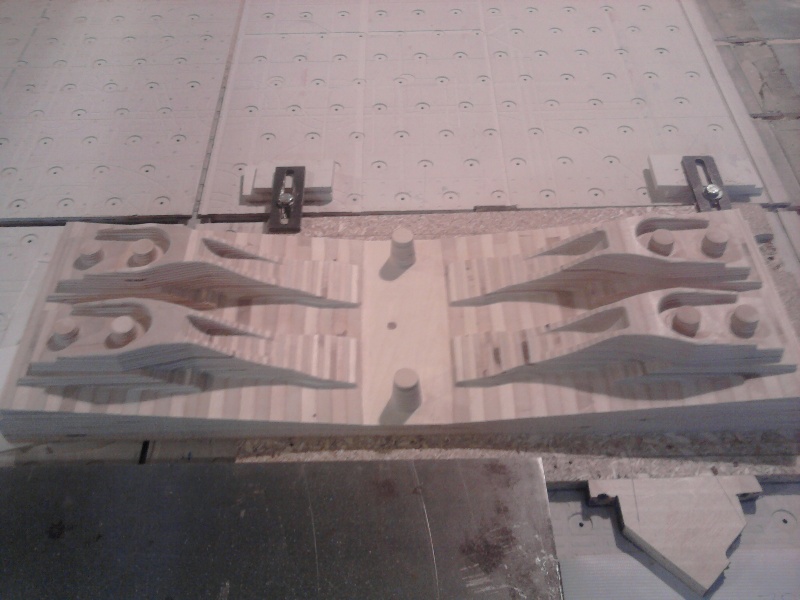
Собсно модели из фанеры делаю достаточно часто. Выводы примерно такие:
1. Нужна хорошая фанера, чтобы именно резалась, а не выкрашивалась и не отслаивалась
2. Нужен хороший клей, отечественный ПВА - полное гуано.
3. Нужен станок на сервоприводах, чтобы 3D обрабатывалось бодро и быстро, а не медленно и печально
4. Желателен АТС. Обойтись можно, но гораздо приятнее спать в три часа ночи, чем менять фрезу.
5. На черновую обдирку можно и нужно использовать дешевые китайские фрезы (типа "Энкора") из ближайшего гамазина
6. Шпиндель должен быть достаточно мощный, чтобы на черновой обработке мог таскать при необходимости фрезу диам. миллиметров 25-30 и резать ей миллиметров по 10-15 за проход
7. Длинные фрезы, конечно водятся, но грамотный проектировщик лучше (иногда еще и дешевле). Бывает проще несколько слоев с центрирующими отверстиями сделать, чем искать длинную фрезу мелкого диаметра.
Для примера несколько моделей (на больших размеры 660х220х75, на кучке маленьких не помню, примерно как формат А5)
Те что побольше делаются примерно сутки каждая с нужным качеством и точностью, не считая времени на склейку заготовки, выведение плоскости, установ и т.д. - причем черновые операции с постоянной Z режутся шустро, а как доходит до обработки рельефа - начинается похоронная процессия, все потому, что шаговые моторы.
1. Нужна хорошая фанера, чтобы именно резалась, а не выкрашивалась и не отслаивалась
2. Нужен хороший клей, отечественный ПВА - полное гуано.
3. Нужен станок на сервоприводах, чтобы 3D обрабатывалось бодро и быстро, а не медленно и печально
4. Желателен АТС. Обойтись можно, но гораздо приятнее спать в три часа ночи, чем менять фрезу.
5. На черновую обдирку можно и нужно использовать дешевые китайские фрезы (типа "Энкора") из ближайшего гамазина
6. Шпиндель должен быть достаточно мощный, чтобы на черновой обработке мог таскать при необходимости фрезу диам. миллиметров 25-30 и резать ей миллиметров по 10-15 за проход
7. Длинные фрезы, конечно водятся, но грамотный проектировщик лучше (иногда еще и дешевле). Бывает проще несколько слоев с центрирующими отверстиями сделать, чем искать длинную фрезу мелкого диаметра.
Для примера несколько моделей (на больших размеры 660х220х75, на кучке маленьких не помню, примерно как формат А5)
Те что побольше делаются примерно сутки каждая с нужным качеством и точностью, не считая времени на склейку заготовки, выведение плоскости, установ и т.д. - причем черновые операции с постоянной Z режутся шустро, а как доходит до обработки рельефа - начинается похоронная процессия, все потому, что шаговые моторы.
Прикрепленные изображения


Сообщение отредактировал 369852: 21 Февраль 2011 - 02:09
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

