
Здравствуйте ребят, подскажите пожалуйста, как реализовать в управляющей программе такую штуку: необходимо использовать 10 сохранённых координат в NcStudio, в одной управляющей программе, т.е мне необходимо 10 раз поменять относительный ноль станка в одной УП. Прописывать жёстко эти координаты в УП не имеет смысла, т.к при смене, обрабатываемых заготовок, они будут незначительно, но меняться. Т.е логика программы такова: установили 10 заготовок на рабочий стол станка, далее выставили первый относительный 0 станка, сохранили этот 0 в NcStudio и так для 10и заготовок, далее выставляем режущий инструмент в первую сохранённую координату, запускаем УП, обрабатывается первая заготовка, закончила, уходит в первый относительный ноль, затем УП считывает вторую сохраненную координату в NcStudio, режущий инструмент переходит во 2-й относительный ноль и теперь обрабатывается 2-я заготовка и так 10 раз. Все это происходит без вмешательства оператора.

Вопрос по 10 сохранённым координатам в NcStudio
Автор
lorens999
, 22 Окт 2014 13:24
координаты станка Возможности NcStudio
Сообщений в теме: 23
#1
 OFFLINE
OFFLINE
lorens999
-
- Пользователи
-

- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 22 Октябрь 2014 - 13:24
#2
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 22 Октябрь 2014 - 13:46
lorens999, почитайте, как использовать параметры и смену ноля.
пример
Скрытый текст
Изменяемую часть редактируете в редакторе NcStudio. Save and Load. Run.
Сообщение отредактировал lkbyysq: 22 Октябрь 2014 - 14:23
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#3
OFFLINE
lorens999
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 22 Октябрь 2014 - 14:04
Спасибо за ответ! Сейчас попробую разобраться. Но первый же вопрос, который приходит в голову: оператор всё таки будет учавствовать в смене относительного ноля или же нет?
#4
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 22 Октябрь 2014 - 14:22
оператор всё таки будет учавствовать в смене относительного ноля или же нет?
Только в процессе привязки заготовок перед запуском программы. Затем все детали будут обрабатываться без остановки.
Сообщение отредактировал lkbyysq: 22 Октябрь 2014 - 14:22
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#5
OFFLINE
lorens999
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 22 Октябрь 2014 - 15:49
В принципе вариант такого решения возможен, но не совсем удобен. Т.е, как я понимаю, машинные координаты я должен вбивать в ручную в УП. А нельзя ли реализовать так, чтоб УП сама каким-то образом считывала сохранённые координаты. Дело в том что, получаемых деталей нужно большое кол - во.
Сообщение отредактировал lorens999: 22 Октябрь 2014 - 15:54
#6
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 22 Октябрь 2014 - 15:59
А как Вы предполагаете сохранять координаты? Или Вам не нужно измерять перед запуском?
Что значит "сохраненные"? Кем, где и когда?А нельзя ли реализовать так, чтоб УП сама каким-то образом считывала сохранённые координаты
Сообщение отредактировал lkbyysq: 22 Октябрь 2014 - 16:22
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#7
OFFLINE
lorens999
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 22 Октябрь 2014 - 17:53
А как Вы предполагаете сохранять координаты? Или Вам не нужно измерять перед запуском?
Сохранять нулевые координаты в NcStudio мне необходимо перед каждым запуском УП, т.к. приспособление скорее всего будет не совсем точно базировать заготовки по осям Ох и Оу. Сохранённая координата - это относительный нуль одной заготовки. 10 сохранённых координат - это 10 относительных нулей для 10 заготовок в одном приспособлении, т.е. приспособление будет 10-ти местное.
Что значит "сохраненные"? Кем, где и когда?
Оператор, после закрепления заготовок в приспособлении (перед запуском УП), задает (т.е. выставляет режущий инструмент на ЧПУ) и сохраняет в NcStudio относительные нули (т.е координаты относительного нуля).
#8
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 22 Октябрь 2014 - 21:13
Оператор, после закрепления заготовок в приспособлении (перед запуском УП), задает (т.е. выставляет режущий инструмент на ЧПУ) и сохраняет в NcStudio относительные нули (т.е координаты относительного нуля).
Вот пускай непосредственно в параметрах УП перед запуском и сохраняет. Хоть сто заготовок.
Хотите только XY - оставьте только XY.
Хотите - можете написать УП так, чтобы NсStudio сама прошлась по заготовкам и "привязялась", после чего запустила бы шпиндель и пошла на обработку. Оператору останется только пробежаться вслед за головой и подставить датчик поверхности вовремя. Команда G904.
Хотите - можете заставить NcStudio XYZ левого(X-) нижнего(Y-) угла детали снять. Тогда оператор сам ничего занулять даже не будет.Тут только Вам сообразить надо, как датчиком поверхности воспользоваться.
Сообщение отредактировал lkbyysq: 22 Октябрь 2014 - 22:17
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#9
OFFLINE
sertix
-
- Пользователи+
-
- 309 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Астрахань
Отправлено 22 Октябрь 2014 - 22:07
Зачем такой колхоз городить? Не проще ли сделать одну большую заготовку(или типа кондуктор создать) в вашей любимой CAM программе, разложить на ней все ваши детали с учетом того как они будут крепиться на станке, задайте требуемую обработку и у вас будет один единственный ноль для всех деталей. Его можно будет прописать по нулям станка и совсем не надо будет задавать его.

#10
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 22 Октябрь 2014 - 22:19
Редко, но бывает, что требуется доработать тучу уже готовых деталей, у которых гуляют геометрические размеры.Зачем такой колхоз городить?
Но Вы безусловно правы в том, что практически всегда можно сделать не особо хитрый зажим с фиксированным упором, чтобы не ловить ноли каждый раз.
Сообщение отредактировал lkbyysq: 22 Октябрь 2014 - 22:27
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#11
OFFLINE
sertix
-
- Пользователи+
-
- 309 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Астрахань
Отправлено 22 Октябрь 2014 - 23:04
требуется доработать тучу уже готовых деталей, у которых гуляют геометрические размеры.
Это уже геморрой, когда куча да еще и гуляет, придется кучу поштучно делать....
#12
OFFLINE
courage
-

- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 23 Октябрь 2014 - 00:16
lorens999, а какая версия Ncstudio у вас? В какой системе делаете УП?
В Ncstudio я не знаю существует ли команда позволяющая загрузить один из 10 сохраненных нулей заготовки и сделать его текущим (пока не разрабатывал такую штуку, потому как задача не стояла такого плана).
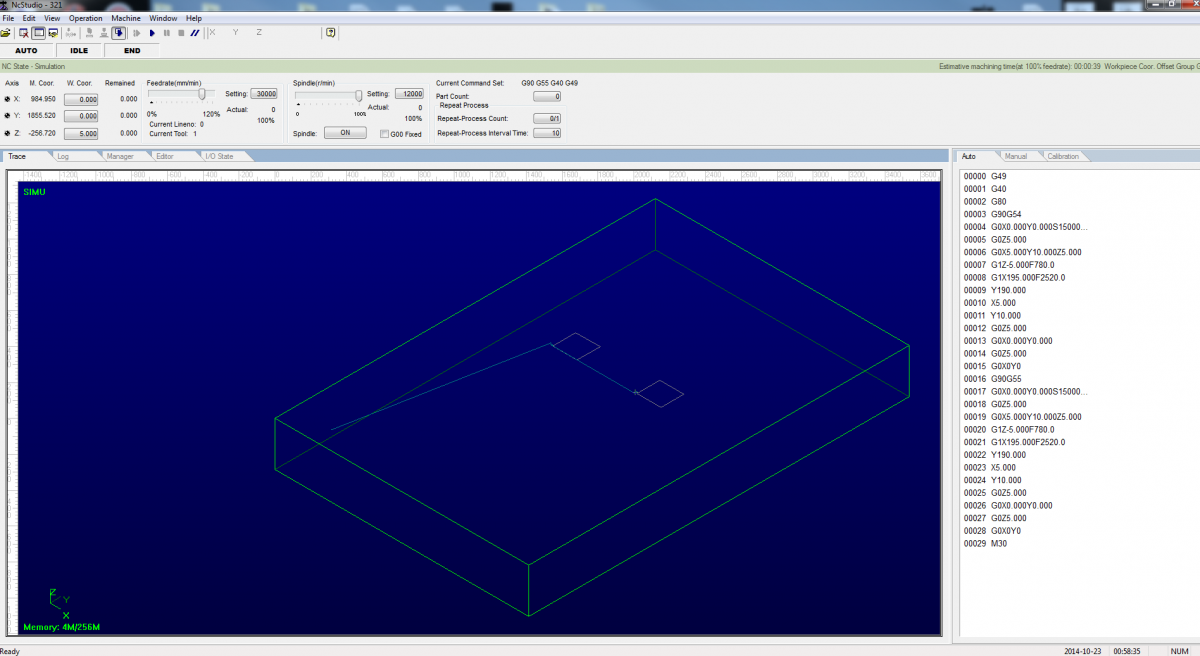
Работает всё по другому и немного через жопу. Можно реализовать через G55 - G59
Идём в параметры Operation->Раздел Operation others->CoordinateOffsetSchema ставим допустим 5
Ставите ноль заготовки для первой заготовки, затем переходите в
Operation->Advanced MDI->MDI и вводите команду G55, система координат меняется на G55
Подводите к нулю второй заготовки и ставите ноль, и так далее.
Для подтверждения работы метода сделал небольшую программку вырезающую 2 прямоугольника, один в G54, второй в G55
Кстати очень удобно для серийной обработки когда у вас например детали из мдф 6,8,16 мм - ставите в постпроцессоре вывод в нужную систему и в системе выставляете ноль по Z на нужной высоте, затем просто запускаете.
Если хочется полноценно довести до ума использование сохранённых нулей заготовок - можно попробовать.
sertix, я думаю тут речь о производстве, где идёт 3д вырезание например изделий по заказу и уп все написаны заранее, требуется только запустить станок, чтобы он подряд за ночь например всё это дело вырезал. Как пример 3 розетки, 2 декоративных тарелки, 2 рамки. Всё маленьких размеров, за ночь вполне станок осиливает чистовую или черновую обработку, но запускать для каждой детали уп отдельно означает или растягивать обработку (ночью спать, а днём запускать) или же 8 раз запускать разные уп. А так оптимизация неплохая получается.
Как вы себе представляете кондуктор для производства где заказывают самые разные изделия (сегодня 4 кронштейна, завтра 6 ножек, послезавтра 3 фасада и 4 розетки). Как раз решение с нулями в данном случае не колхоз, по сравнению с загрузкой и раскладкой векторов по рабочему столу в CAM системе и просчете по новой всех уп.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#13
OFFLINE
sertix
-
- Пользователи+
-
- 309 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Астрахань
Отправлено 23 Октябрь 2014 - 08:40
Как вы себе представляете кондуктор для производства где заказывают самые разные изделия (сегодня 4 кронштейна, завтра 6 ножек, послезавтра 3 фасада и 4 розетки).
Гадание на кофейной гуще! ТС даже про материал не обмолвился, не говоря про розетки и ножки! Что такое кондуктор и что такое CAM прекрасно представляю! Для меня не проблема в CAM накидать в любое место станка или заготовки требуемые детали, придумать и сделать кондуктор, рассчитать УП.
#14
OFFLINE
lorens999
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 23 Октябрь 2014 - 10:48
Всем добрый день. На станке начал работать не давно, около двух месяцев. Толком не научился точно ловить относительный ноль станка (погрешность +/-0.5 мм) Для данной детали это высокая погрешность. Просьба: может кто какие даст ссылки по поводу относительного ноля или статейки какие толковые подскажет на эту тему. Станок 3-х координатный, фрезерно-гравировальный.
ТС даже про материал не обмолвился
Материал заготовки АМг6. Если это важно.
,
sertix, я думаю тут речь о производстве, где идёт 3д вырезание например изделий по заказу и уп все написаны заранее, требуется только запустить станок, чтобы он подряд за ночь например всё это дело вырезал. Как пример 3 розетки, 2 декоративных тарелки, 2 рамки. Всё маленьких размеров, за ночь вполне станок осиливает чистовую или черновую обработку, но запускать для каждой детали уп отдельно означает или растягивать обработку (ночью спать, а днём запускать) или же 8 раз запускать разные уп. А так оптимизация неплохая получается.
В принципе ситуация так и обстоит.
Но Вы безусловно правы в том, что практически всегда можно сделать не особо хитрый зажим с фиксированным упором, чтобы не ловить ноли каждый раз.
В моем случае, приспособление можно сделать более точным, но стоимость его увеличиться чуть ли не в 3 раза. Дело в том, что у нас производство, пока, не большое, и соответственно не большие технические мощности, т.е это приспособление, которое уже спроектировано, можно сделать у нас, если же поднять точность приспособления, то придется отдавать изготавливать его на другое производство. Деталь, которую предстоит получить, хитрая. С Зажимом не все так просто. Пожалуйста, по приспособлению давайте закроем тему, оно уже практически спроектировано и скоро вступит в стадию изготовления. Вопрос в УП.
lorens999, а какая версия Ncstudio у вас? В какой системе делаете УП?
NcStudio 5.5.60. УП пишу в Mastercam X7.
Работает всё по другому и немного через жопу. Можно реализовать через G55 - G59 Идём в параметры Operation->Раздел Operation others->CoordinateOffsetSchema ставим допустим 5 Ставите ноль заготовки для первой заготовки, затем переходите в Operation->Advanced MDI->MDI и вводите команду G55, система координат меняется на G55 Подводите к нулю второй заготовки и ставите ноль, и так далее. Для подтверждения работы метода сделал небольшую программку вырезающую 2 прямоугольника, один в G54, второй в G55 Кстати очень удобно для серийной обработки когда у вас например детали из мдф 6,8,16 мм - ставите в постпроцессоре вывод в нужную систему и в системе выставляете ноль по Z на нужной высоте, затем просто запускаете. Если хочется полноценно довести до ума использование сохранённых нулей заготовок - можно попробовать. sertix, я думаю тут речь о производстве, где идёт 3д вырезание например изделий по заказу и уп все написаны заранее, требуется только запустить станок, чтобы он подряд за ночь например всё это дело вырезал. Как пример 3 розетки, 2 декоративных тарелки, 2 рамки. Всё маленьких размеров, за ночь вполне станок осиливает чистовую или черновую обработку, но запускать для каждой детали уп отдельно означает или растягивать обработку (ночью спать, а днём запускать) или же 8 раз запускать разные уп. А так оптимизация неплохая получается. Как вы себе представляете кондуктор для производства где заказывают самые разные изделия (сегодня 4 кронштейна, завтра 6 ножек, послезавтра 3 фасада и 4 розетки). Как раз решение с нулями в данном случае не колхоз, по сравнению с загрузкой и раскладкой векторов по рабочему столу в CAM системе и просчете по новой всех уп.
Попробую разобраться. Сегодня не знай как получиться, на днях постараюсь проработать данный вариант решения, хотя, если по-чесноку, не совсем все понимаю (по отсутствию опыта).
Вот пускай непосредственно в параметрах УП перед запуском и сохраняет. Хоть сто заготовок. Хотите только XY - оставьте только XY. Хотите - можете написать УП так, чтобы NсStudio сама прошлась по заготовкам и "привязялась", после чего запустила бы шпиндель и пошла на обработку. Оператору останется только пробежаться вслед за головой и подставить датчик поверхности вовремя. Команда G904. Хотите - можете заставить NcStudio XYZ левого(X-) нижнего(Y-) угла детали снять. Тогда оператор сам ничего занулять даже не будет.Тут только Вам сообразить надо, как датчиком поверхности воспользоваться.
Как я понимаю, все завязано на датчике поверхности. Можно про него какую-нибудь информацию (типа статей). А то куча глупых вопросов лезет в голову))
Сообщение отредактировал lorens999: 23 Октябрь 2014 - 10:55
#15
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 23 Октябрь 2014 - 11:23
Слева от кнопку запуска программы есть кнопка поиска поверхности. Станок отпускается по Z до тех пор, пока не коснется фрезой датчика. Замыкается электрическая цепь земля-станок-шпиндель-цанга-фреза-датчик и NcStudio обнуляет координаты. Такое поведение прописано в подпрограммах в файле "public.dat" и доступно для изменения.
Сам датчик банален - просто металлическая пластина, толщина которой прописана в настройках NcStuduio. Плата NcStudio имеет вход для проводка от этой пластины.
Если у Вас металлическая деталь кладется на металлический стол станка, то датчику требуется электрическая изоляция от детали, например приклеенная пластина из пластика с нижней стороны.
Если Вам надо ловить координаты X или Y, то тут простого решения нет, так как:
1. Нужен датчик типа "электронный нос", который зажимается вместо фрезы и реагирует на наличие препятствия при движении по любой оси (можно сделать самому).
2. В NcStuduio V5 нужно серьезно переписывать штатные подпрограммы (А вот NcStudio V8 это умеет изначально.)
Чтобы пользовать NcStudio V8 необходима соответствующая плата, которая стоит 25-50 тыс.руб.
Сообщение отредактировал lkbyysq: 23 Октябрь 2014 - 11:26
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#16
OFFLINE
lorens999
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 23 Октябрь 2014 - 11:32
Нужен датчик типа "электронный нос", который зажимается вместо фрезы и реагирует на наличие препятствия при движении по любой оси (можно сделать самому).
Опять таки можно более подробнее,пожалуйста. Как его сделать?
В NcStuduio V5 нужно серьезно переписывать штатные подпрограммы (А вот NcStudio V8 это умеет изначально.)
Про штатные программы тоже не понятно. Для чего они нужны и зачем их переписывать? Возможно у Вас есть какая-то толковая литература по ЧПУ станкам. Просто ооочень хочется разобраться))
Чтобы пользовать NcStudio V8 необходима соответствующая плата, которая стоит 25-50 тыс.руб.
Хорошо, учту.
Сообщение отредактировал lorens999: 23 Октябрь 2014 - 11:33
#17
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 23 Октябрь 2014 - 11:39
http://dopusk.net/?page_id=2206
Литературы никакой не существует. Ройте файл "public.dat".
Просто ооочень хочется разобраться))
На станке начал работать не давно, около двух месяцев
Эти два заявления несовместимы. Еще годик хотя бы, да опыт программирования не важно в чем.
Толком не научился точно ловить относительный ноль станка (погрешность +/-0.5 мм)
Ну а это вообще позор. Точность позиционирования в ручном режиме "на глаз" - 0,05мм, "на ощупь" - 0,02мм.
Сообщение отредактировал lkbyysq: 23 Октябрь 2014 - 11:44
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#18
OFFLINE
lorens999
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 23 Октябрь 2014 - 11:41
Ройте файл "public.dat".
Т.е этот файл находиться в установленных файлах к Ncstudio на компе?
Ну а это вообще позор. Точность позиционирования в ручном режиме "на глаз" - 0,05мм.
Со временем приспособлюсь))
Эти два заявления несовместимы. Еще годик хотя бы, да опыт программирования не важно в чем.
Будет чем заняться.
Сообщение отредактировал lorens999: 23 Октябрь 2014 - 11:46
#19
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 23 Октябрь 2014 - 14:09
Да я понимаю, что информации мало для того, чтобы решить проблему.
Вопрос в том, что тут полюбому ручная работа будет и дохрена её, а кроме этого есть проблема. Если делать 3д фрезеровку деталей в Арткаме - то после загрузки туда 10 моделек я не уверен, что качество фрезеровки получится лучше, чем фотографии на вебкамеру. А если для них ещё рассчитывать обработку - то вообще жесть, а двигать там 3д модельку, если у вас реальное расстояние изменилось, после того как вы её вставили, ещё та жопа.
Конечно всё решаемо, но например иметь уп на каждую деталь в отдельности и руками их сшить по мне так легче и проще чем в CAM системе по новой всё раскладывать и пересчитывать, хотя это кому как.
Я так сторонник переиспользования - один раз сделать хорошо и использовать разработку не повторяя операции по много-много раз.
В данном конкретном случае мне бы самому было интересно научиться использовать 10 сохранённых нулей )
Было бы что-то вроде
Load WCS 1
SET G54
и поехала обработка - было бы супер.
Но пока такого высшего пилотажа не видел в системах.
А ещё постпроцессор нужен ведь 
Под Мастеркам хоть и не очень сложно его писать - но добиться сложно того что я описал выше.
Может Teamviewer+вебкамера и запуск программ по очереди удалённо?
Или Mouserobot например (http://www.automatio...itemap/sitemap/)
Сделали запуск макроса по событиям и всё, пусть сам выполняет вам 10 программ. Тест сделать не сложно, те же два квадратика. Возможно это самое простое и доступное для вас решение.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#20
OFFLINE
lorens999
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
-
Из:Арзамас
Отправлено 23 Октябрь 2014 - 14:27
Или Mouserobot например (http://www.automatio...itemap/sitemap/)
courage,  Вот это нормальная вещь! Я думаю как раз то что нужно! Надо будет проработать этот вариант!
Вот это нормальная вещь! Я думаю как раз то что нужно! Надо будет проработать этот вариант!
Сообщение отредактировал lorens999: 23 Октябрь 2014 - 14:27
Темы с аналогичным тегами координаты станка, Возможности NcStudio


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}