
Тоже всем всегда режим колеса в сомнительных моментах напоминаю использовать, а то может выйти УПС)) Завтра обязательно попробую, только я в этих настройках особо не лазил, вроде они под паролем находятся. Но в любом случае спасибо за ответ!

Как в syntec восстановить координаты магазина инструментов?
Автор
artem80
, 31 Май 2013 21:27
автосмена инструмента Ошибки SYNTEC смещение координат магазина
Сообщений в теме: 44
#22
 OFFLINE
OFFLINE
MiG
-

- Продвинутый
-

- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 30 Октябрь 2014 - 21:49
пароль для изменения параметров 520
сначала все таки проверьте в Global Var.
пролистав постранично ,
прибавились ли 9-е координаты гнезд
к стандартным 8-и
Сообщение отредактировал MiG: 30 Октябрь 2014 - 21:54
| cncservice |
#23
OFFLINE
RUPO
-
- Пользователи
-
- 8 сообщений
Абитуриент
-
Из:Иваново
Отправлено 30 Октябрь 2014 - 21:58
Все знаете  Завтра будем проверять
Завтра будем проверять  Отпишусь)
Отпишусь)
#24
OFFLINE
RUPO
-
- Пользователи
-
- 8 сообщений
Абитуриент
-
Из:Иваново
Отправлено 31 Октябрь 2014 - 10:49
Где координаты ячеек я нашел, есть места еще под 2 инструмента. Но вот эту переменную, с которой номер инструмента сравнивается, не могу найти. В Global Var строк 2000-10000 у меня нет. Там где стоят 9-ки пробовал менять значения, но они не изменяются... Может ограничение по количеству инструментов зашито прямо в макросе?
#25
OFFLINE
MiG
-
- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 31 Октябрь 2014 - 10:57
не... перейдите в параметры ,а не в диагностику,
там нажмите F5(go to param) и в появившемся окне
введите номер искомого параметра -3409 ,
если там стоит значение 9 ,то поставьте 10 , пароль 520
в диагностике в Global Var потом проверьте переменную 489,
в ней должн 9 поменятся на 10


p/s ...
Там где стоят 9-ки пробовал менять значения, но они не изменяются...
и наугад лучше ничего не меняйте, чревато
Сообщение отредактировал MiG: 31 Октябрь 2014 - 13:02
| cncservice |
#26
OFFLINE
RUPO
-
- Пользователи
-
- 8 сообщений
Абитуриент
-
Из:Иваново
Отправлено 31 Октябрь 2014 - 13:32
Все получилось, все работает, все хорошо, народ ликует Буду должен А, просто ради интереса, как можно редактировать макрос, и можно ли вообще?
#27
OFFLINE
MiG
-
- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 31 Октябрь 2014 - 13:33
можно,
даже просто блокнотом можно,
макрос -текстовый файл,
Сообщение отредактировал MiG: 31 Октябрь 2014 - 13:42
| cncservice |
#28
OFFLINE
RUPO
-
- Пользователи
-
- 8 сообщений
Абитуриент
-
Из:Иваново
Отправлено 31 Октябрь 2014 - 19:40
Спасибо, гляну на досуге.
#29
OFFLINE
RUPO
-
- Пользователи
-
- 8 сообщений
Абитуриент
-
Из:Иваново
Отправлено 01 Февраль 2015 - 21:28
Завтра собираюсь изменить макрос смены инструмента. На новом станке патрон в держатель ставится с подачей 0,6 м/м , это очень медленно, хочу добавить раза в 3 Я так понял, эти макросы лежат по адресу C:\CNC\MACRO - сюда только со стойки можно зайти, или как-то через FTP подключение тоже?
Сообщение отредактировал RUPO: 01 Февраль 2015 - 21:29
#30
OFFLINE
RUPO
-
- Пользователи
-
- 8 сообщений
Абитуриент
-
Из:Иваново
Отправлено 02 Февраль 2015 - 22:45
Потыркался, все просто оказалось, может кому пригодится, напишу по-памяти. Настройки System, там экспорт/импорт, потом Macro - скинуть все на флешку. На компе сделать резервное копирование этих важных макросов. Открыть T0000 блокнотом, найти в тексте F500 или вроде этого, это подача с которой ставится патрон. Изменить в пределах разумного, сохранить, импортировать вместо старого макроса.
#31
OFFLINE
denis5000
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Израиль
Отправлено 13 Февраль 2017 - 20:50
Добрый день.
Помогите пожалуйста разобраться с новым станком на контроллере Syntec 6MA.
Проблема заключается в том что при замене инструментов у станка есть сдвиг по оси X на пару сантиметров.
Я пытался настроить ему новые координаты инструментов с помощью команды G991 и это даже работало несколько минут.
После чего станок сменил координаты всех инструментов и заводские настройки стали правельными а те которые я уже сменил получили сдвиг в обратную сторону.
Это поведение переодически повторяется и я не знаю где ето исправить.
Похоже что у станка есть 2 программы координат для инструментов и он иногда между ними переключается.
Притом остальные координаты не меняются.
Подскажите какой параметр надо отредактировать?
Зарание спасибо за помощь,
Денис.
Помогите пожалуйста разобраться с новым станком на контроллере Syntec 6MA.
Проблема заключается в том что при замене инструментов у станка есть сдвиг по оси X на пару сантиметров.
Я пытался настроить ему новые координаты инструментов с помощью команды G991 и это даже работало несколько минут.
После чего станок сменил координаты всех инструментов и заводские настройки стали правельными а те которые я уже сменил получили сдвиг в обратную сторону.
Это поведение переодически повторяется и я не знаю где ето исправить.
Похоже что у станка есть 2 программы координат для инструментов и он иногда между ними переключается.
Притом остальные координаты не меняются.
Подскажите какой параметр надо отредактировать?
Зарание спасибо за помощь,
Денис.
#32
OFFLINE
taplaz
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Вишневое
Отправлено 08 Ноябрь 2019 - 14:29
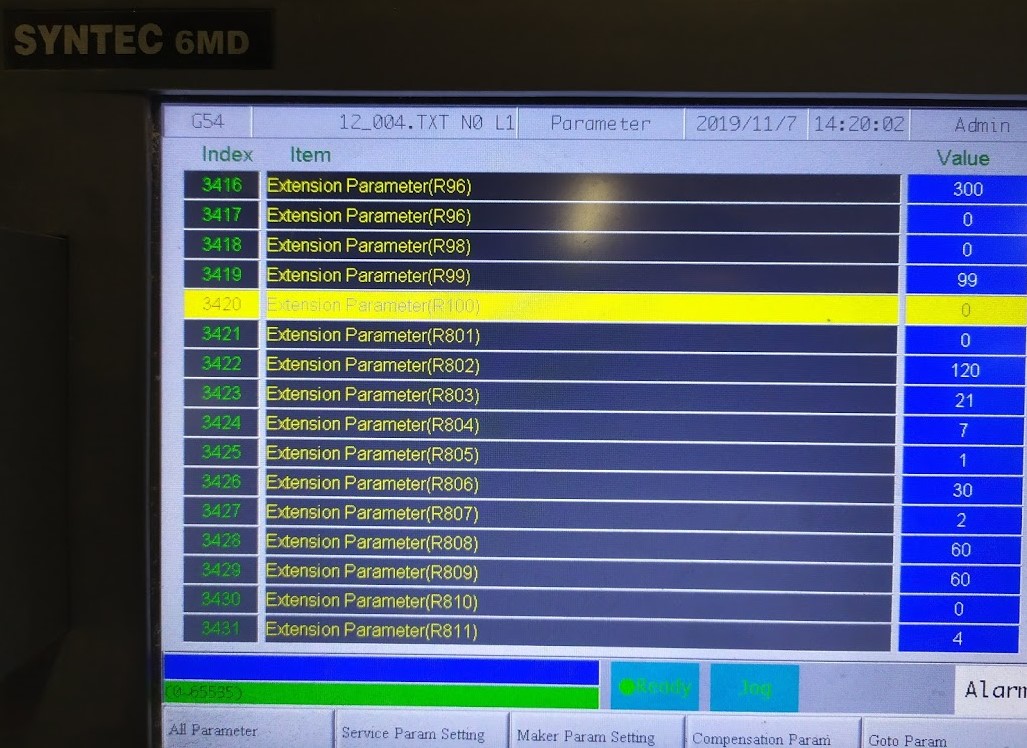
пароль станка 520
1. Измените параметр:
84 — 0
3420-1024
Примечание: параметр 3420 равен 0 или 1024
0 означает, что нельзя вручную изменить инструменты
1024 средства можно вручную изменить устройства смены инструмента.
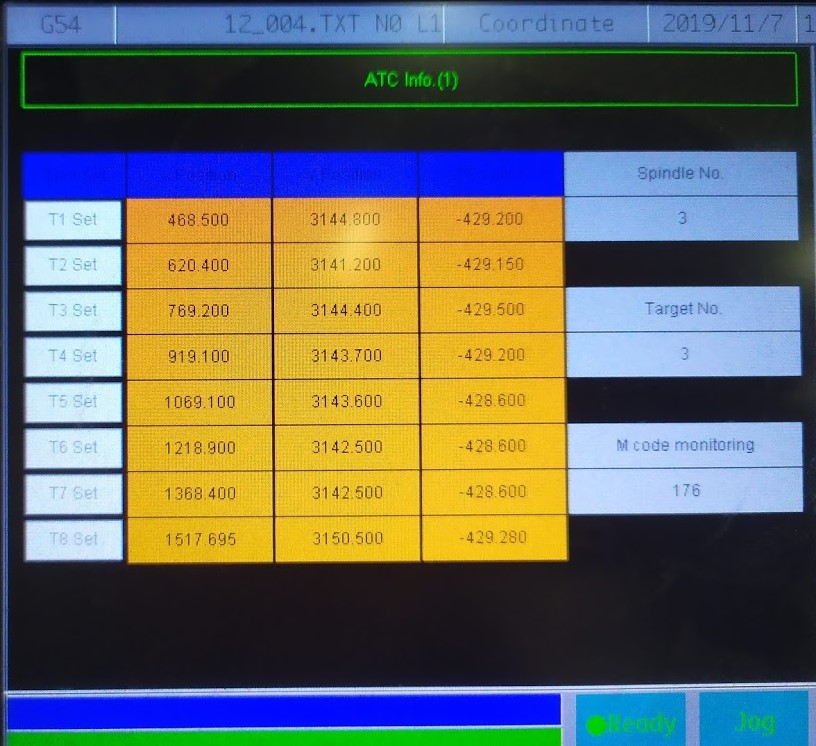
2. Спозиционировать станок с инструментом осторожно ручным маховичком в ячейке где положено быть инструменту, и сохранить позицию координат смены инструмента следующим способом:
ПЕРЕКЛЮЧИТЬ СТАНОК НА ПОКАДРОВЫЙ РЕЖИМ КОТОРЫЙ УПРАВЛЯЕТ ПУЛЬТ (MPG sim)!!! (Я ЕГО ВМЕСТО ПАУЗЫ ИСПОЛЬЗУЮ В АВТОРЕЖИМЕ)
ЭТО ДЛЯ ТОГО ЧТОБЫ ОН САМ НИКУДА НЕПОЕХАЛ ПОСЛЕ ВВОДА КОМАНДЫ.
Выйты в главное меню и записать на листик машинные координаты. Потом в ручном наборе введя в MDIinput строку следующий кадр:
G991T1X748.2Y3234.3Z-428.8
-где: G991-команда которая записывает координаты положения иструмента в тот момент где он сейчас находится.
T1- это номер инструмента который сохраняем
X748.2Y3234.3Z-428.8- координаты которые мы записали на листик.
Нажимаем старт (повторяю, станок должен стоять "на паузе" см выше.
После этого координаты инструмента сохранились. Акуратно маховичком выезжаем с посадочной вилки и проверяем. Во вкладке "Atc set" должны поменятся координаты записуемого инструмена на те которые записывали на листик.
3. В параметрах 3420 изменить 0, убедитесь, что другие люди не могут изменить инструменты смены позиции.
Прикрепленные изображения

#33
OFFLINE
mihams
-
- Пользователи+
-
- 1 328 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 08 Ноябрь 2019 - 14:55
84 - настройки энкодера
3420 - использует производитель станка на свое усмотрение
может сразу кувалдой по станку?)
3420 - использует производитель станка на свое усмотрение
может сразу кувалдой по станку?)
#34
OFFLINE
zaydatro
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Москва
Отправлено 12 Май 2023 - 14:13
Добрый день! Нужна помощь по станку Syil X7. Стойка SYNTEC 220MA Не работает автоматическая смена инструмента. Точнее при смене инструмент оказывается выше чем должен быть... Сломали уже два держателя.... Что делать?!
Прикрепленные изображения


#35
OFFLINE
mihams
-
- Пользователи+
-
- 1 328 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 12 Май 2023 - 14:26
если ничего не делали специально, то сбили датчик по Z
если он там хлипко приделан то чуток вниз его нагните (3мм) перезагрузите и в 0 выгоните
если он там хлипко приделан то чуток вниз его нагните (3мм) перезагрузите и в 0 выгоните
#36
OFFLINE
3D-BiG
-

- Модератор
-
- 14 432 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 14 Май 2023 - 10:46
SYNTEC 220MA
НЕ знаю, как в вашей, но в SYNTEC EZ3 несколько раз перепрописывал фрезы на рейке: в ручном режиме с помощью валкодера заводил инструмент в ячейку, записывал машинные координаты на бумажке (координаты от точки обнуления по датчикам), а затем заходил в настройки станка, где в соответствующих ячейках заносил эти данные. Подобным образом поступал и на станках с RichAuto A57 (B57), и сейчас поступаю на ряде станков для зубных протезов на разных электрониках (иногда в них есть фича настроечная, когда заводишь инструмент в ячейку, то нажимаешь соответствующую кнопку в интерфейсе, закрытом инженерным паролем, и координата сама прописывается). В вашем случае с барабанной АТС надо лишь перепрописать координату по Z, для этого надо знать инженерный пароль вашей стойки, и затем по значению Z на которую сейчас встает станок, найти нужную ячейку (обязательно перепроверив переводом названия функции этой ячейки!!!), где и провести правку значения на нужную...
если ничего не делали специально, то сбили датчик по Z если он там хлипко приделан то чуток вниз его нагните (3мм) перезагрузите и в 0 выгоните
Вполне возможный вариант для данного случая, хотя и не академический...
Был свидетелем, как подобным образом инженер "МС-Групп" собирался "настроить" рейку с инструментом на КВИК К45 1325 АТС на стойке SYNTEC EZ3, у клиента, прося круглый напильник для перепиливания отверстий крепления держателя инструмента - удалось вовремя пресечь такое насилие над станком... 
Сообщение отредактировал 3D-BiG: 14 Май 2023 - 10:49
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#37
OFFLINE
yaso73
-

- Cтарожил
-
- 8 125 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 15 Май 2023 - 08:27
Добрый день! Нужна помощь по станку Syil X7. Стойка SYNTEC 220MA Не работает автоматическая смена инструмента. Точнее при смене инструмент оказывается выше чем должен быть... Сломали уже два держателя.... Что делать?!
Вызывать сервисника и деньги платить. 
Если нет желания платить деньги - читаем дальше.
Дальше по списку:
1.Зайти в параметры и поправить высоту по Z, хорошо,что по такой фотографии можно только догадаться,что там за смена.Может и карусель.
2.Могли и правда свернуть голову датчику(или ответной части).
3.Может сдвинуться опора ШВП(как раз у МС-групп на станках такая болезнь была)
4.Может просто рассыпаться ШВП.
5.Если вилок много - их как раз на стоимость сервисника и наломаете.
Был свидетелем, как подобным образом инженер "МС-Групп" собирался "настроить" рейку с инструментом на КВИК К45 1325 АТС на стойке SYNTEC EZ3, у клиента, прося круглый напильник для перепиливания отверстий крепления держателя инструмента - удалось вовремя пресечь такое насилие над станком...
До сих пор думаю,что зря не дали напильник... Увековечился бы человек.Уж мы бы это сняли и долго продавали МС-групп.Хотя,этих ничем не пробрать.Мне пытался продать станок их бывший инженегр(город маленький,кадры там ротируют в конторе,наверное),который несколько лет назад пытался меня наебать с продажей ключей от блокированной нцшки.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#38
OFFLINE
mihams
-
- Пользователи+
-
- 1 328 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 15 Май 2023 - 10:10
Вполне возможный вариант для данного случая, хотя и не академический...
Был свидетелем, как подобным образом инженер "МС-Групп" собирался "настроить" рейку с инструментом на КВИК К45 1325 АТС на стойке SYNTEC EZ3, у клиента, прося круглый напильник для перепиливания отверстий крепления держателя инструмента - удалось вовремя пресечь такое насилие над станком...
как раз академический)
в большинстве случаев по Z концевик крепится через переходную пластину...
винт ставится обычно 5мм...
сервак должен спозиционироваться в диапазоне 5мм...
положение нулевой метки в большинстве случаев никто не проверяет...
в данном случае 0 энкодера был очень близко к границе диапазона 5мм...
по каким то причинам он перескочил на соседние 5мм(скорее всего задели датчик), из за этого и присутсвует это смещение 5мм при смене...
все что нужно сделать вернуть концевик в нужную зону...
желательно проконтролировать в каком диапазоне встал концевик... если меньше 10% или больше 90% то опять перескочит
если же стоят механически датчики с флажками, то у них бывает износ
опять же поставили близко к метке и малейший износ привел к перескоку
#39
OFFLINE
yaso73
-
- Cтарожил
-
- 8 125 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 15 Май 2023 - 13:04
В наше время так вопросы задавать - грех большой. На фото видно патрон. Про остальное надо догадаться.
Патрон удалённо тоже сложно диагностировать.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#40
OFFLINE
mihams
-
- Пользователи+
-
- 1 328 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 15 Май 2023 - 13:58
В наше время так вопросы задавать - грех большой. На фото видно патрон. Про остальное надо догадаться.
Патрон удалённо тоже сложно диагностировать.
люди просто не понимают как он калибруется...
я в свое время то же не мог догнать из за чего у меня ровер при включении прыгал на 5мм... а все дело оказалось в изношенном язычке... мог пролететь а мог и не пролететь)
Темы с аналогичным тегами автосмена инструмента, Ошибки SYNTEC, смещение координат магазина
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

