
http://www.kunaimpex...f/806263833.pdf
Похожие темы:
Подключение проводов управления к инвертору
Подключение инвертора VF10-7R5G3 к плате NC-studio
Подключение инвертора Nowforever к NCstudio
Как настроить инвертор sunfar E300


Магистр CNC

Отправлено 18 Март 2014 - 20:03
Похожие темы:
Подключение проводов управления к инвертору
Подключение инвертора VF10-7R5G3 к плате NC-studio
Подключение инвертора Nowforever к NCstudio
Как настроить инвертор sunfar E300

Реаниматор CNC

Отправлено 18 Март 2014 - 21:08
Магистр CNC
Отправлено 19 Март 2014 - 02:52
Магистр CNC
Отправлено 24 Апрель 2014 - 17:32
Программирование параметров: F0.4 - 400 Hz (или сколько по максимуму допустимо для вашего шпинделя); F0.5 и 0.6 - время на разгон и на торможение шпинделя, в секундах; F0.12 - то же значение, что и в F0.4 прописали; F0.13 - номинальное напряжение питания шпинделя (220 или 380V); F1.3 - опять то же значение, что в F0.4 ; F1.7 - 1 (функция терминала Х1); F1.8 - 2 (...Х2); F1.9 - 3 (...Х3); F3.0 .. F3.6 - набор фиксированных частот, на которых будет крутиться шпиндель. Для китайцев на 24000 об/мин - в F3.0 пишем 100 Hz (6000 об/мин), далее в каждую последующую ячейку на 50 Гц (+3000 об/мин) больше, в F3.6 - 400 Hz. Можно еще поиграть с настройками защиты от перегрузки: F1.16 - уровень предупреждения о перегрузке, от 50 до 200%; F1.17 - задержка выдачи предупреждения (иначе говоря, предельно допустимая продолжительность перегрузки), 0..20 секунд; F2.10 - коэффициент защиты двигателя от перегрузки. Сюда вписываем номинальный фазный ток шпиндельного мотора, пересчитанный в проценты от номинального тока частотника, от 50 до 110%. Номинальный ток частотника написан на его шильдике. Больше в нем и настраивать-то нечего... Ах, да: если не позволяет менять параметры, в F0.10 прописать любое число, не равное 1 или 2, чтобы разблокировать защиту. Потом можете записать туда 1 или 2, чтобы случайными тыканиями в кнопки параметры не сбить.
Реаниматор CNC
Отправлено 24 Апрель 2014 - 21:24
Да, с F0.2 надо поиграться. С завода там "1000" (последний "0" в этом числе означает "control by keypad"). Попробуйте "1001" поставить ("1" - "control by external terminal").пришло время подключать все дело к станку .....параметры выставил как вы сказали ......только вот запуска с компа нет ....только с самого инвертора с кнопки start\stop мне кажется что в первых трех параметрах тоже надо что то ставить
И вправду, конфуз... гляжу в мануал на Sunfar E300 и вижу что терминал "FWD" есть, расположен в одном ряду клемм между "CM" и "AI"...и кстати на E300 нет терминала FWD !!!! вот такой конфуз!!!
 Замкнуть перемычкой на "CM" при необходимости. Или никуда его не подключать, а направление вращения выбрать перекидкой любых двух фаз шпинделя.
Замкнуть перемычкой на "CM" при необходимости. Или никуда его не подключать, а направление вращения выбрать перекидкой любых двух фаз шпинделя.
Реаниматор CNC
Отправлено 25 Апрель 2014 - 09:59
Магистр CNC
Отправлено 25 Апрель 2014 - 13:31

Реаниматор CNC
Отправлено 25 Апрель 2014 - 15:14
Зато появилась клемма X4, которой раньше не было в мануале.не хочу показаться занудой но там реально нет клеммы FWD
Абитуриент

Отправлено 06 Январь 2016 - 01:10
Отмечу также, что судя по мануалу, функция клеммы FWD на Sunfar E300 отличается от общепринятой в большинстве частотников. Она не запускает частотник на вращение в заданном направлении, а всего лишь выбирает направление вращения, "Forward" или "Reverse".
Вообще говоря, мануал на него ужасно написан. О функциях управления приходится гадать, "читая между строк".
доброго времени суток
есть такой вопрос , сразу говорю особо не шарю в этих делах , но помощь требуется
sunfan e300 как его запустить с кнопки дистанционно то есть не нажатием кнопки на самом инверторе а где то еще замкнув какие контакты например. заранее спасибо
Абсолем CNC:)

Отправлено 06 Январь 2016 - 08:53
Здесь как раз и описано как запустить с кнопки дистанционно, а именно - замыканием двух проводов.... Прочтите тему и подумайте... Только в место кнопки замыкание делает управляющая электроника станка....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Реаниматор CNC
Отправлено 08 Январь 2016 - 11:01
Парочка комментариев по части Sunfar E300.
В мануале 2009 года на то шасси, у которого клеммы X1..X3, опечатка. В программировании терминалов функция номер 11 - это не "REV control" (реверсирование), а таки "Run Control" (запуск на вращение).
Тем, у кого шасси с клеммами X1..X4, возможно, будет полезен мануал от модели E550. По крайней мере, часть информации из него. Только не рекомендую русский мануал на E550 с Purelogic'а качать - его переводчик никогда в жизни не видел частотников, с терминологией совершенно не знаком, так что получился "ужас-ужас-ужас"...
Абитуриент
Отправлено 03 Июль 2017 - 11:57
А у меня вот такая ситуация:
Пришел китайский станок, с выше описанным частотником. Я изначально заказал его без шпинделя с целью поставить другой (вот такой: DX-6-2.2K , 2.2 КВТ, 220 В, 8000 ОБ/МИН)
По диаметру корпуса и мощности он подошел, даже штекер не пришлось менять, тоже подошел.
Да вот беда - крутиться в другую сторону).
В связи с этим вопросы:
1. Можно ли на этом частотнике как-то программно поменять направление вращения?
2. На других форумах предлагают простое решение с заменой местами проводов, но их там 4 шт. какие менять?
Спасибо.
Реаниматор CNC
Отправлено 03 Июль 2017 - 12:06
крутиться в другую сторону
Поменяйте местами любые два провода из тех трех, что подключены к клеммам U, V, W, и не морочьте голову.
Абитуриент
Отправлено 10 Октябрь 2018 - 21:57
Народ приветствую.
Беда такая пришла плата 3D_V90 для NCStudio.
Не могу подключить частотник Sunfar E380, вернее не знаю куда подключить провода 12,13,5 пин.
Подскажите пожалуйста
до этого было подключено так при этом шпиндель включался только на оборотах 6000 и дальше через один ползунок 12000 18000 итд (причем обороты все равно оставались прежними) больше никакие обороты не работали
мануал скачал по инвертору. в функции F01 стоит 9 внешние клеммы.
то есть управление от платы.
Дальше в тупике.
Красный это 12 пин подключен к х1
Желтый это 5 пин подключен к х3
Зеленый он внизу это 13 пин подключен к х2
Синий 14 пин подключен СМ
Голубой тоже 14 пин. подключен FWD

Сообщение отредактировал Admin: 10 Октябрь 2018 - 22:02
Перенесено
Абитуриент
Отправлено 11 Октябрь 2018 - 00:06
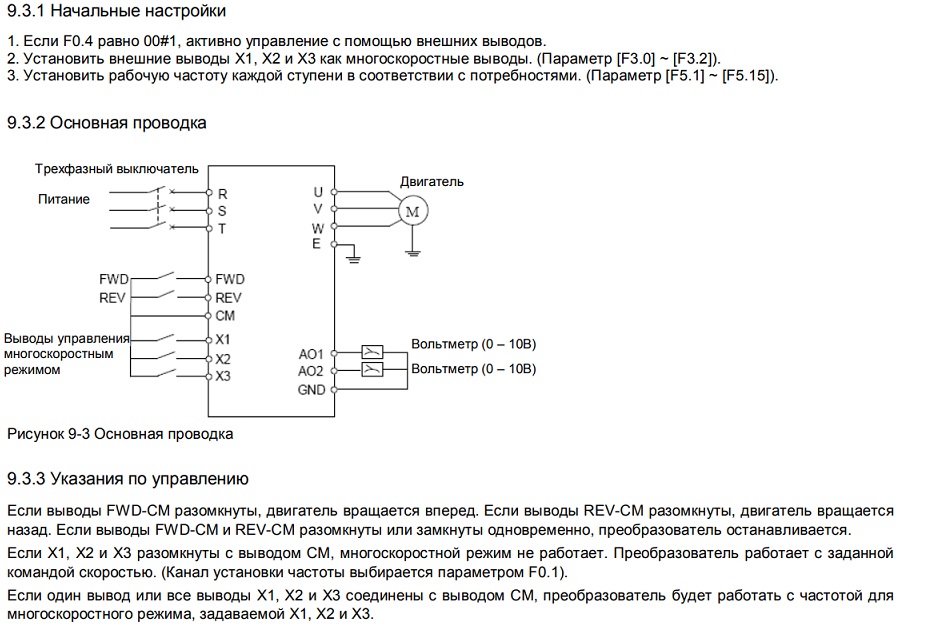
Вот что я нашел.... Получается мне надо СМ замкнуть с Х1,Х2,Х3 чтоб у меня работал многоскоростной режим?
А FWD вообще отключить?
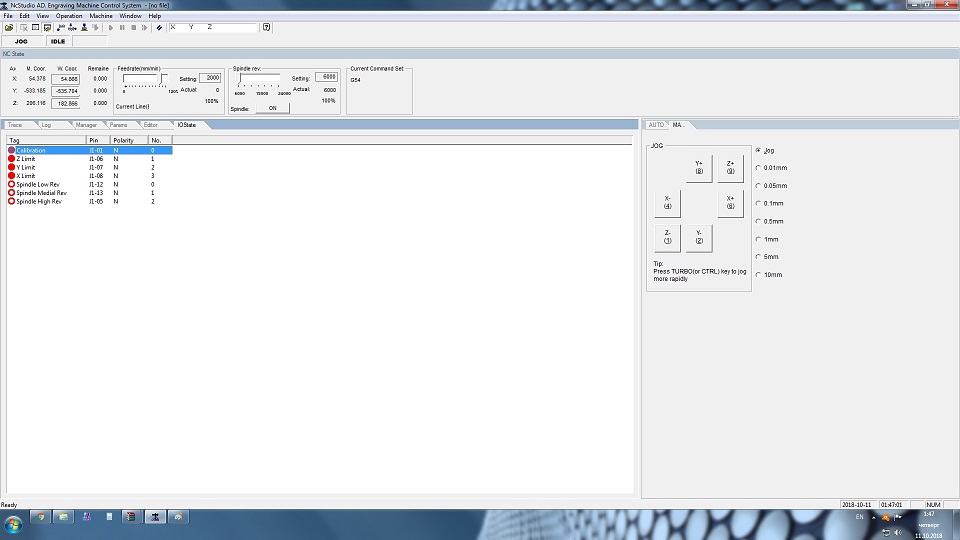
А вот так в самой программе
http://mir-cnc.narod.ru/mig.htm мануал брал тут на Е380
Сообщение отредактировал devilkz: 11 Октябрь 2018 - 01:49
Абитуриент
Отправлено 12 Октябрь 2018 - 14:32
Уважаемые сейчас перешел на ручное управление.....
Неужели никто не подскажет куда подключать провода и какие настройки ставить в частотнике?
0 пользователей, 2 гостей, 0 анонимных

Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC


