


Для начала посмотрим,какие сигналы для управления шпинделем через инвертор нам предлагает мастер:
- Spindle ON - Запуск шпинделя,включается при подаче комманд Gcod'a M3 или M4
- Spindle CW - Шпиндель вращается по часовой стрелке (Включается коммандой Gcod'a M3)
- Spindle CCW - Шпиндель вращается против часовой стрелки (Включается коммандой Gcod'a M4)
- Spindle PWM - ШИМ или ДИМ сигнал для задания частоты вращения (Создаётся на основе gcod'a S,например S1000 это 1000 об/мин)
- Spindle Brake - Остановка шпинделя шпинделя (Команда Gcod'a M5 )
- При этом накопленная в шпинделе кинетическая энергия рассеивается через специальный "тормозной" резистор,
- который обычно находится вне инвертора и подключается к нему дополнительно.
- Следует учитывать,что как правило этот резистор не установлен,поэтому на остановку шпинделя требуется большее время,чем если бы его поставили.
Для их подключения сначало надо переключить инвертор указанным в его мануальнике способом в режим управления с помощью аналогово сигнала и раздобыть плату с преобразователем сигнала ШИМ или ДИМ в напряжение.
Примером такой платы может быть PLC4x-G2 которая выпускается фирмой Пурелогик.
К стати,эта плата,хотя в инструкции написано что у неё шим декодер,
почему то коректно работает только если ей LinuxCNC дает сигнал в режиме PDM.
Если найти преобразователь никак не выходит,то его можно собрать как сглаживающею RC цепочку.
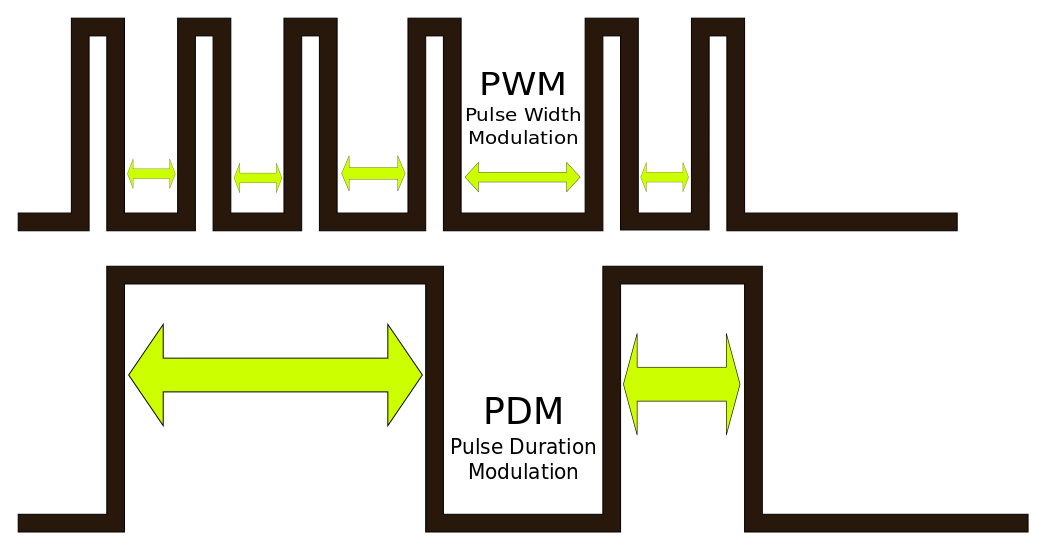
Но при этом надо понимать разницу между PWM и PDM сигналами.
- PWM (ШИМ) кодирует сигнал растоянием между импульсами одинаковой ширины
- PDM (ДИМ) кодирует сигнал изменяя длительность следующих с некоторой частотой импульсов
которые осуществляют кодирование сигнала.
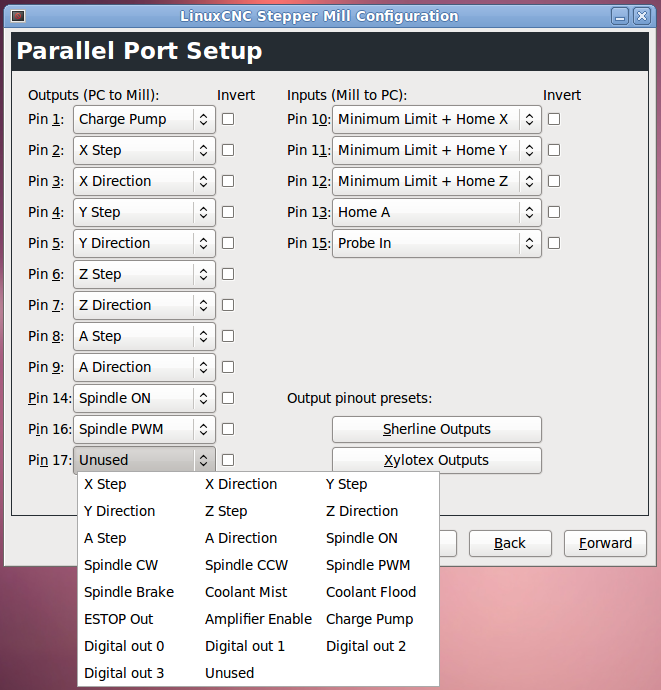
После подключения инвертора и LPT порта к плате согласования и опторазвязки надо указать LinuxCNC на какой пин какой сигнал следует вывести.
Например на этом рисунке сигналы Spindle ON и Spindle PWM назначены на 14 и 16 выходные пины LPT разъёма.5
Далее надо настроить соответсвие между частотой вращения и прараметрами ШИМ/ДИМ сигнала.
Для этого служит вот это окно:
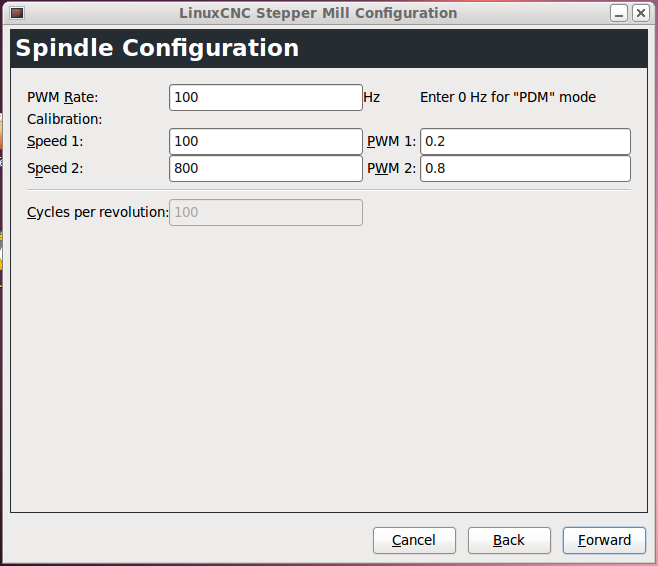
Настройка делается в два этапа:
1) В первом этапе для узнаём базовую частоту для ШИМ декодера и забиваем её в поле PWM Rate.
Если же используется ДИМ кодирование то для перехода в соответсвующии режим ставим туда ноль.
И не забываем,что упомянутая плата PLC4x-G2 принимает сигнал именно в этом режиме,
хотя в мануальнике у неё написано противное.
Далее в окне секции калибровки в поле Speed 1 забиваем 2000,а в поле Speed2 забиваем 8000
После чего сохраняемся и переключаем инвертор указанным в его мануальнике способом в режим демонстрации текущих оборотов.
Потом запускаем LinuxCNC и нажав последовательно кнопки F1 и F2 разболокировываем и включаем станок.
Потом не помню какая клавиша что делает,в общем нажимая клавиши от F9 до F12 включаем шпиндель и выставляем в программе обороты сначала в 2000,а потом в 8000.
А соответсвующие частоты вращения которые показывает инвертор при выставлении этих частот записываем на бумажку.
Закрываем LinuxCNC и запускаем Stepconf,находим соответвующее окошко конфигурации
и в поля Speed 1 и Speed 2 записываем значения частоты бумажки.
Если надо,то такую интерацию можно выполнить несколько раз,всякий раз уточняя пары параметров Speed и PWM.
При этом параметр Speed изменяется от 0 до максимальной частоты оборотов шпинделя,
а параметр PWM от 0 до 1 (единицы).
П.С.
А что это за амплифиер,который включается сигналом "Amplifier enable"?
Сообщение отредактировал torvn77: 29 Январь 2014 - 03:34



