Добрый день уважаемые форумчане
Не знаю в каком разделе форума задать этот вопрос, поэтому задам его здесь.
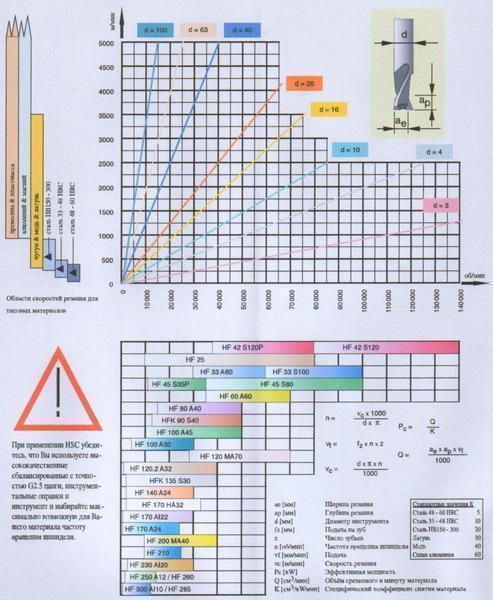
1)Почему при расчете скорости резания на гравмане, учитываются количество зубьев? Больше этого способа я нигде не встречал.
Обычно при расчете используется расчет длины окружности и обороты шпинделя.
Что дает при расчете скорости резания учитывание количества зубов?
Как я понимаю, количество зубов влияет на расчет подачи т.е при одинаковых оборотах, подача двухзубой фрезы будет в два раза больше чем у однозубой?
Спасибо
2).P.S Я правильно понимаю, что подача врезания в арткам рассчитывается от 20-30% от рабочей подачи?
Или усреднить- 25%?
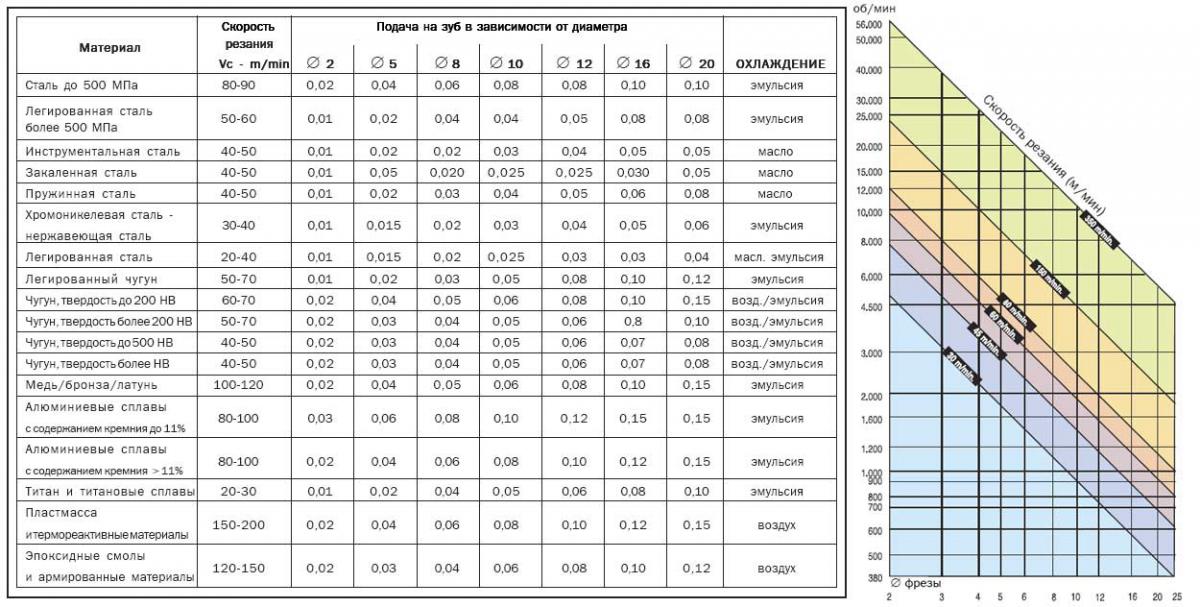
3)При самостоятельном расчете кол-ва оборотов от скорости резания получаются какие то дикие цифры
Пример: скорость резания 500 м/мин ,диаметр фрезы 1
(1000*500):(3,14*1)= 159235 
Просто как я понял существует опеделенный алгоритм расчета:
1- исходной подачей является подача на зуб
2- по материалу определить скорость резания
3-расчет числа оборотов шпинделя,соответствующего рекомендуемой скорости резания
4-уточнение скорости резания по принятым оборотам шпинделя
5- расчет минутной подачи по принятым выше оборотам шпинделя
Исходные данные:
а)Обрабатываемый материал
б)тип фрезы, ее диаметр и число зубьев
в)подача на зуб
Существуют формулы для расчетов
При сборе информации на форуме по обработке алюминия я собрал информацию о режимах резания исходя из практики и опыта людей
Но при самостоятельном расчете получаются какие то дикие цифры и дальнейший алгоритм расчета уже будет неправильным.
А хочется самому рассчитывать режимы исходя из наличия фрез у себя
Просто эти расчеты подходят для оборотов 200 и кол-ва зубов не меньше 3
В чем моя ошибка?
Прикрепленные изображения
Прикрепленные файлы
-
 real.pdf 73,47К
4042 скачиваний
real.pdf 73,47К
4042 скачиваний