


Немного о себе. Живу в городе Якутск. По образованию я медик, работаю генетиком. Увлекаюсь деревообработкой и в свободное время понемножку делаю мебель. Пол года назад загорелся построить свой ЧПУ-станок. Решил сам собрать потому что другого выбора нет, если бы денег хватало я 100% купил бы готовый станок. Но если даже накоплю на станок, доставка до меня (г. Якутск) обойдется мне дороже самого станка. =) А так я попытаюсь собрать, а там в будущем куплю.
Уже почти все закупил.
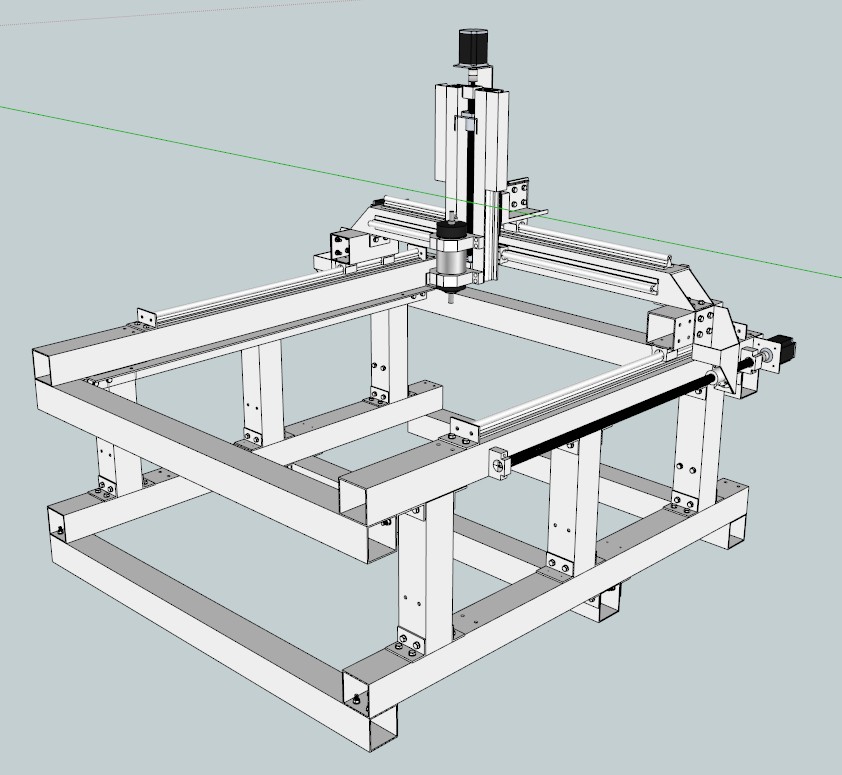
У нас в Якутске со всем проблемы. Если люди пишут, что центральной России что-то достать трудно у нас это просто проблема. Нашел только профильную трубу 80х80х3 и уголок 40х40х4. Марку стали забыл, обычная черный металлопрокат. Планирую обрабатывать дерево и только. Думаю на эту задачу хватит.
4 ШД FL60STH86-2008
31кгхсм
4 Драйвера GeckoDrive G213VБлок питания S-350-48
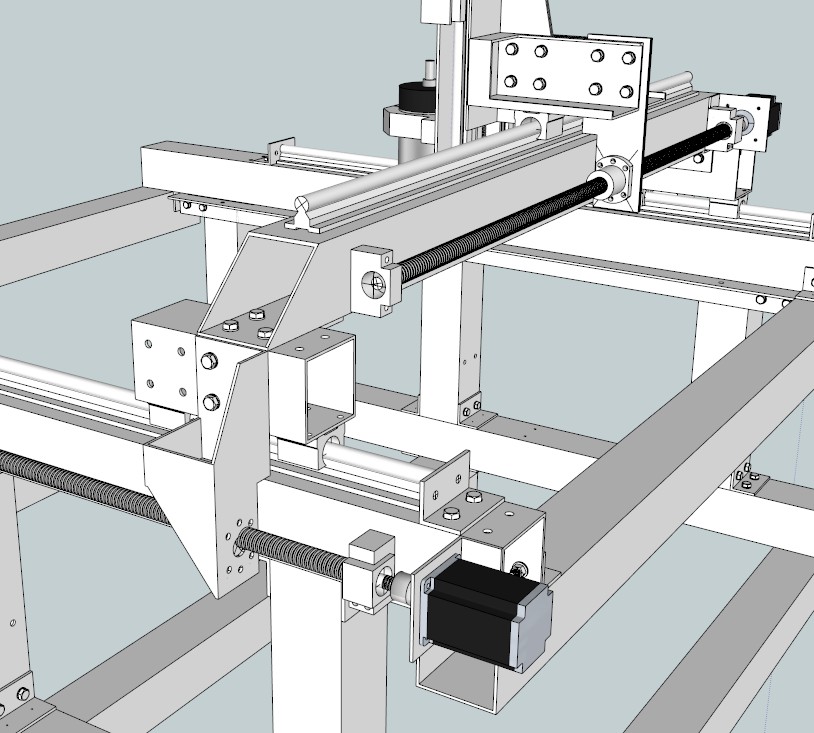
Опоры: BK12, BF12
Муфта:d1=8mm d2=10mm 4 шт. 25*30-8*10
ШВП2010
Рельс:типа SBR16
Опорный модуль: SBR16UU
Активные концевые датчики: 3 шт. TL-Q5MC1-Z 2M
Кабель-канал 25*57 4 м.
ШД и Драйвера купил в НПО АТОМ
Все остальное купил в Китае через одного очень хорошего человека. Получилось почти в 2 раза дешевле чем если бы я купил в России. Комплектующие очень хорошие вроде. Кабель канал ваще внушительный =).
Чтобы вы знали мои возможности привожу список имеющихся у меня инструментов. Есть хороший сверлильный станок Hitachi B16RM, Машина отрезная 2414NB вертикальная, болгарка и маленький инверторный сварочный аппарат (сваркой не владею, может научусь в процессе сборки =))
Один из важных этапов моей работы, это услышать ваше мнение, критику и советы.
Конечно возникло много вопросов:
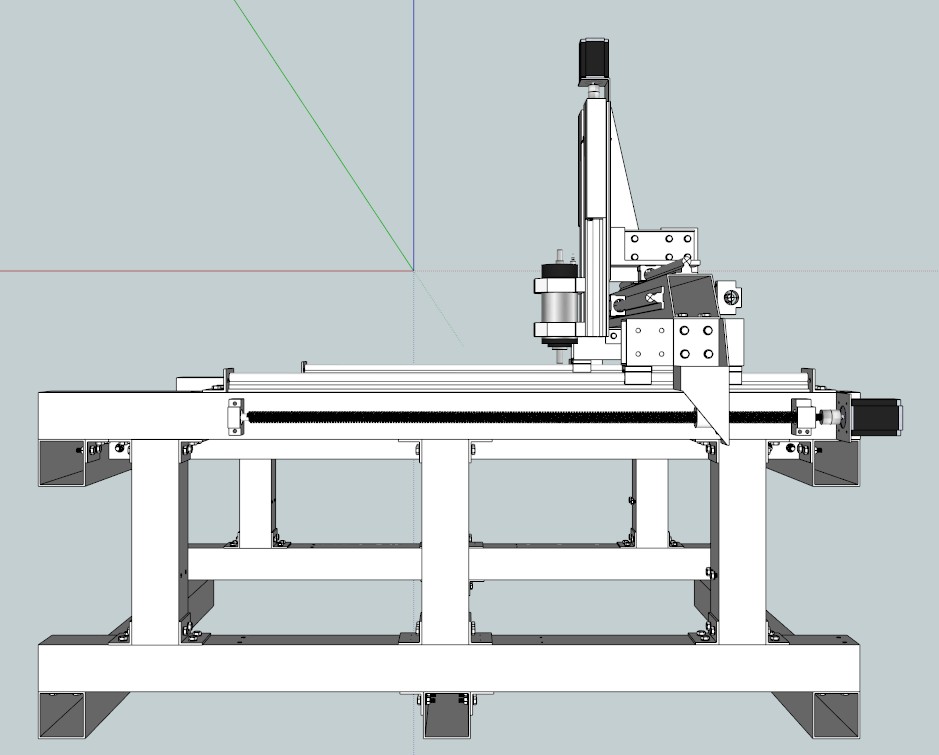
1. Думаю собрать все на болтах или часть сварить. Боюсь, что при сварке мои трубы и уголки скрутит, придется делать заново много раз. Как вы думаете?
2. Какие провода и кабеля использовали на ваших станках?
3. Боюсь что ШД слабенькие =(
Мне ваше ответы, мнение и критика очень важны! Спасибо!
Прикрепленные изображения
Сообщение отредактировал Khariton: 03 Февраль 2013 - 17:44









