
Собственно,
Фреза 3 мм двух.зах. наверно китай (происхождение мне не известно)
2000 мм
1500 мм
Можно что нибудь сделать?
Может параметры, заглубить, чего еще?
С уважением,

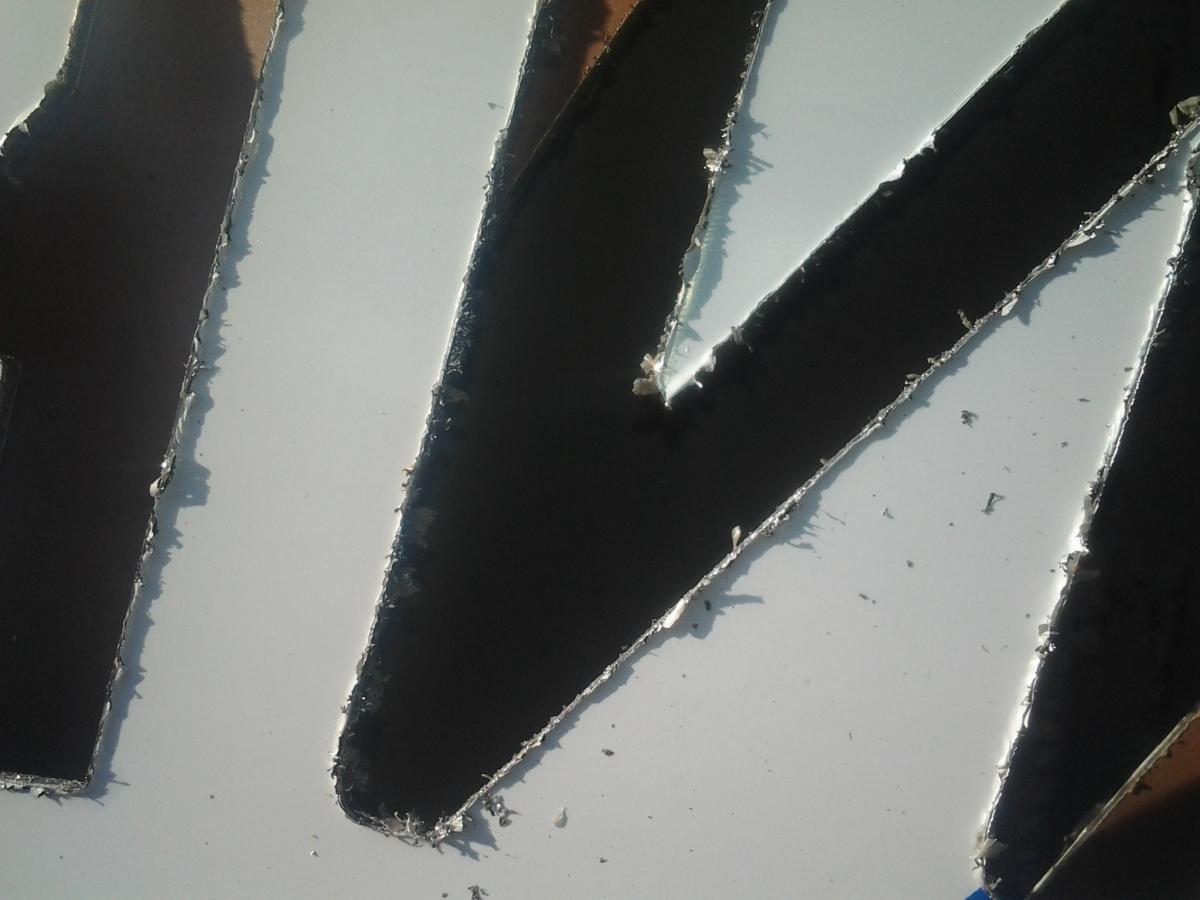
При резке АКП выдавливает нижнюю фольгу
Автор
dragonfly
, 29 Янв 2013 17:25
Сообщений в теме: 10
#2
 OFFLINE
OFFLINE
vv92
-

- Cтарожил
-

- 9 370 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 29 Январь 2013 - 19:31
Выровняйте стол, правильно обнулитесь по высоте, используйте правильные фрезы, следите, чтобы кончик был острым и не забивался алюминием, ну и режимы подберите для вашего станка и фрезы.
А так, ничего не понятно, кроме того, что мнет нижний слой-не ленитесь правильно и развернуто задать вопрос, хотя видимо сами и ответите, если не поленитесь.
А так, ничего не понятно, кроме того, что мнет нижний слой-не ленитесь правильно и развернуто задать вопрос, хотя видимо сами и ответите, если не поленитесь.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#3
OFFLINE
dragonfly
-
- Пользователи
-
- 29 сообщений
Студент
-
Из:Курган
Отправлено 29 Январь 2013 - 20:54
С замечаниями согласен, ссори.
Стол ровный.
Выхожу за материал в стол по -Z 0,5 мм.
Фрезы какие есть, но, они новые и на ощупь достаточно острые.
Подачу подобрал по советам в этой ветке. Подача 2500 врез 1500.
На 3 мм, действительно, как будь то налипает аллюминий.
В комлекте шли фрезы 3, 4, 6 мм. двузаходные.
3 мм. фрезы мнут фольгу.
6 мм. меньше.
Вот 4 мм вроде пошла чисто, но нужно резать 3 мм(-ой) фрезой.
Посоветуйте пожалуйста, куда можно двинуться в подаче, чтобы не лип.
Прошу понять правильно, опыта мало, резал раньше ручным много, но там другие фрезы, там все другое.
Спрашиваю потому как мало материала для экспериментов и главное времени. Иначе даже и тему не открыл бы.
С уважением,
Млин, налипает на фрезу и все тут!
ВД-шка помогает, но, не надолго, с ней срез идеальный всего пару см.
Может фреза не для АКП, режим тупо не подобрать?
Ал. твердосплавным фрезами обрабатывают?
Стол ровный.
Выхожу за материал в стол по -Z 0,5 мм.
Фрезы какие есть, но, они новые и на ощупь достаточно острые.
Подачу подобрал по советам в этой ветке. Подача 2500 врез 1500.
На 3 мм, действительно, как будь то налипает аллюминий.
В комлекте шли фрезы 3, 4, 6 мм. двузаходные.
3 мм. фрезы мнут фольгу.
6 мм. меньше.
Вот 4 мм вроде пошла чисто, но нужно резать 3 мм(-ой) фрезой.
Посоветуйте пожалуйста, куда можно двинуться в подаче, чтобы не лип.
Прошу понять правильно, опыта мало, резал раньше ручным много, но там другие фрезы, там все другое.
Спрашиваю потому как мало материала для экспериментов и главное времени. Иначе даже и тему не открыл бы.
С уважением,
Млин, налипает на фрезу и все тут!
ВД-шка помогает, но, не надолго, с ней срез идеальный всего пару см.
Может фреза не для АКП, режим тупо не подобрать?
Ал. твердосплавным фрезами обрабатывают?
Сообщение отредактировал dragonfly: 29 Январь 2013 - 20:57
#4
OFFLINE
Rionet
-
- Опытный
-
- 616 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Волгоград
-
Из:Волгоград
Отправлено 30 Январь 2013 - 00:42
Обрабатывают, лучше всего подходят однозаходные фрезы. Из местной терминологии - 1LX и H1LX.
Двухзаходной даже не пытался обрабатывать композит (вообще чем больше разных материалов в пироге, тем сложнее его резать, поскольку каждый слой хочет свой режим).
Двухзаходной даже не пытался обрабатывать композит (вообще чем больше разных материалов в пироге, тем сложнее его резать, поскольку каждый слой хочет свой режим).
#5
OFFLINE
dragonfly
-
- Пользователи
-
- 29 сообщений
Студент
-
Из:Курган
Отправлено 30 Январь 2013 - 17:57
Поставил максимальные обороты, скорость 800.
Залипание исчезло, но кромка не идеальна.
Спасибо Rionet, фрезы серии 1LX и H1LX уже едут.
С уважением,
Залипание исчезло, но кромка не идеальна.
Спасибо Rionet, фрезы серии 1LX и H1LX уже едут.
С уважением,
Сообщение отредактировал dragonfly: 30 Январь 2013 - 17:59
#6
OFFLINE
vv92
-
- Cтарожил
-
- 9 370 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 30 Январь 2013 - 18:40
Скорость от двух метров в минуту, обороты 24000, фрезу H1LX или H2LX (приличный материал, хорошая заточка), я пользую трехзаходные.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#7
OFFLINE
krueger3
-
- Пользователи
-
- 2 сообщений
Абитуриент
-
Из:Томск
Отправлено 23 Июнь 2013 - 18:27
Режем композит 3мм однозаходной фрезой, скорость 7-8 мм сек, оборотов 230-270( умножить на 60 надо), направление встречное. Простой фрезы за 190 руб хватает примерно на 40-70 метров реза, потом начинает аллюминий выдавливать. После композита фрезой можно акрил-оргстекло резать до полного затупления
#8
OFFLINE
vv92
-
- Cтарожил
-
- 9 370 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 23 Июнь 2013 - 21:58
На ум приходит слово-ананизм...
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#9
OFFLINE
Коллега
-

- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Магнитогорск
Отправлено 04 Сентябрь 2014 - 10:08
Спокойно целый год резал Композит 2мя фрезами - однозаходки 3,175 мм A1LX... настройки гравманские (кроме погружения фрезы), ЦЕЛЫЙ ГОД все было хорошо, фрезы менялись только когда их ломали на других материалах вроде экструзивного стекла. И вот последние 2 фрезы приходится менять через каждые 290 м!!! Это примерно 2-3 недели

Стол вакуумный, сначала грешил на прижим, иногда идет участок нормальный, участок с выгнутой фольгой...
Чё происходит? Почему так???
Станочек Jinan Quick CNC K45MT/2030
Spindle GDZ-125-5.5 ∅125×293 380v 5.5kW 10A 400Hz 24000 rpm
#10
OFFLINE
Минивен
-
- Пользователи+
-
- 568 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Одинцово
Отправлено 04 Сентябрь 2014 - 13:37
Коллега - если режимы реза не менял, то по логике в остатке только два варианта - либо композит, либо фрезы...
И то и другое проверяется очень легко. Либо попробуй кусок от другого композита, либо другие фрезы.
Всё, что есть хорошего в жизни, либо аморально, либо ведёт к ожирению.
Когда я вижу эту новую жизнь, эти сдвиги, мне не хочется улыбаться, мне хочется молиться!
#11
OFFLINE
Коллега
-
- Пользователи+
-
- 100 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Магнитогорск
Отправлено 04 Сентябрь 2014 - 14:40
Коллега - если режимы реза не менял, то по логике в остатке только два варианта - либо композит, либо фрезы...
И то и другое проверяется очень легко. Либо попробуй кусок от другого композита, либо другие фрезы.
ну так то так, да только нет других фрез) кроме новых, да и композита другой марки тоже нет... вот и спрашиваю кто сталкивался... у кого сколько ходит... не могут же фрезы одной компании ходить экстримально разные сроки...
Станочек Jinan Quick CNC K45MT/2030
Spindle GDZ-125-5.5 ∅125×293 380v 5.5kW 10A 400Hz 24000 rpm
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

