


В наличии 2 гравера и одна фреза
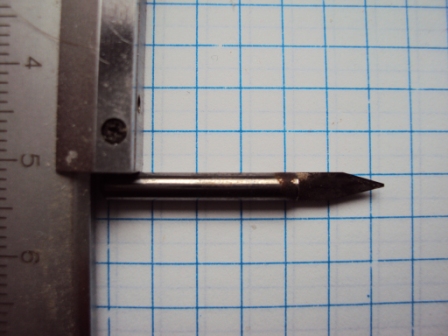
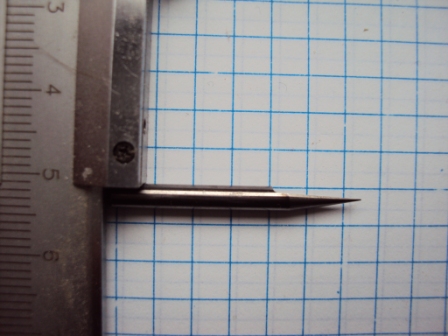
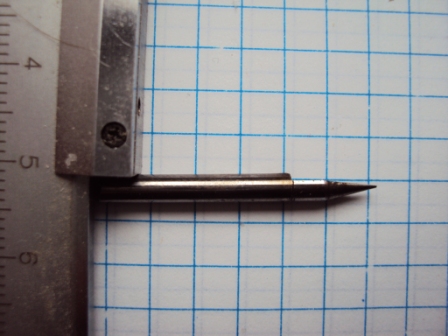
- Конический гравер - 30о х 0.25
- Конический гравер - 20о х 0.2
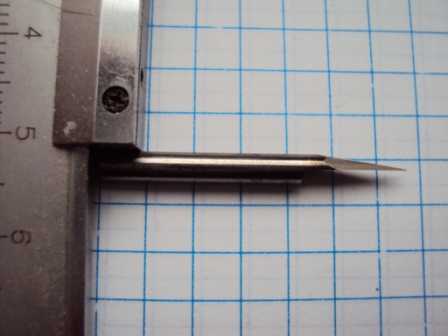
- Сферическая фреза ( DJTOL - A2QX3.104*40) d=1мм. рабочая длинна= 4 мм.
Таких инструментов в Арткаме нет, какие нужно задать параметры чтобы добавить эти инструменты в Арткам, помогите. Ломать фрезы так не охота )
И если хватит терпения объясните как рассчитывать эти параметры.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}