


Директор СК Роутер сказал мне, что для управления сервомоторами станка мне необходимо приобрести компьютер с процессором не меньше "Core i3" и оперативкой 4 Гб.дешевле на авито, ежели смотреть в сторону бу или распродаж офисной техники, сам взял старую модель Dell OptiPlex и все норм...ах да, отдал 1800 за блок и жесткий на 320гб. все порты в наличии, а планки памяти можно дополнительно воткнуть. Вот, как-то так.
Выкладываю обещанные фотографии.
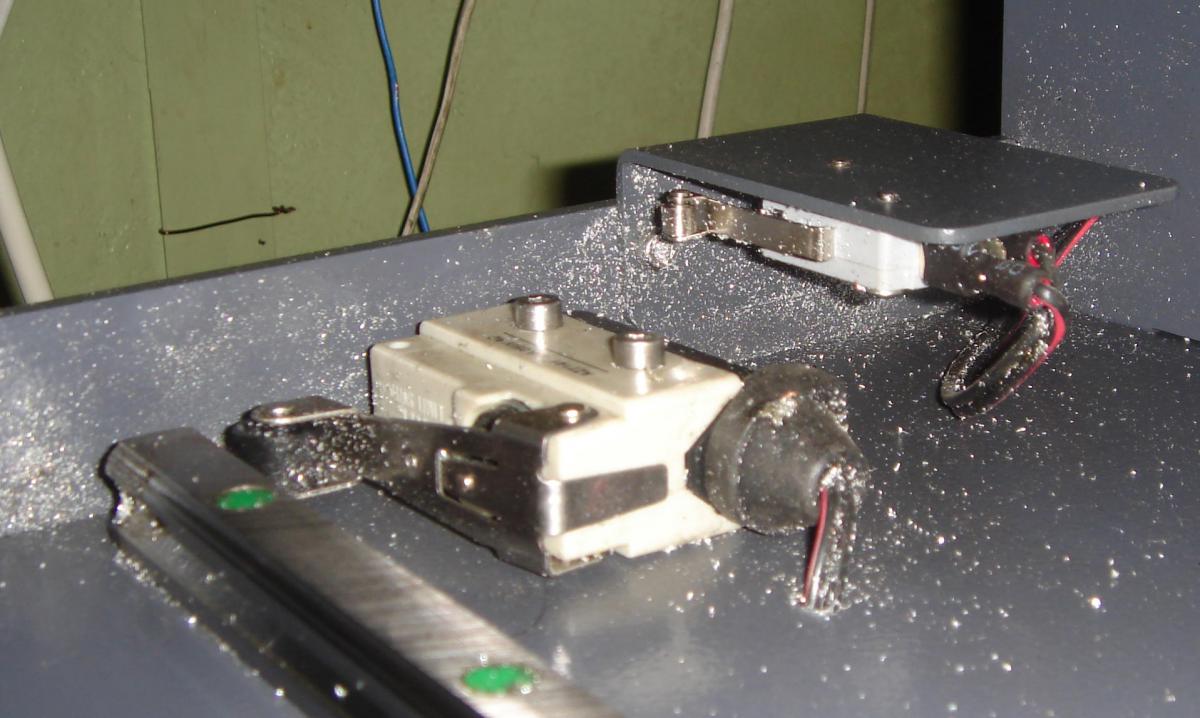
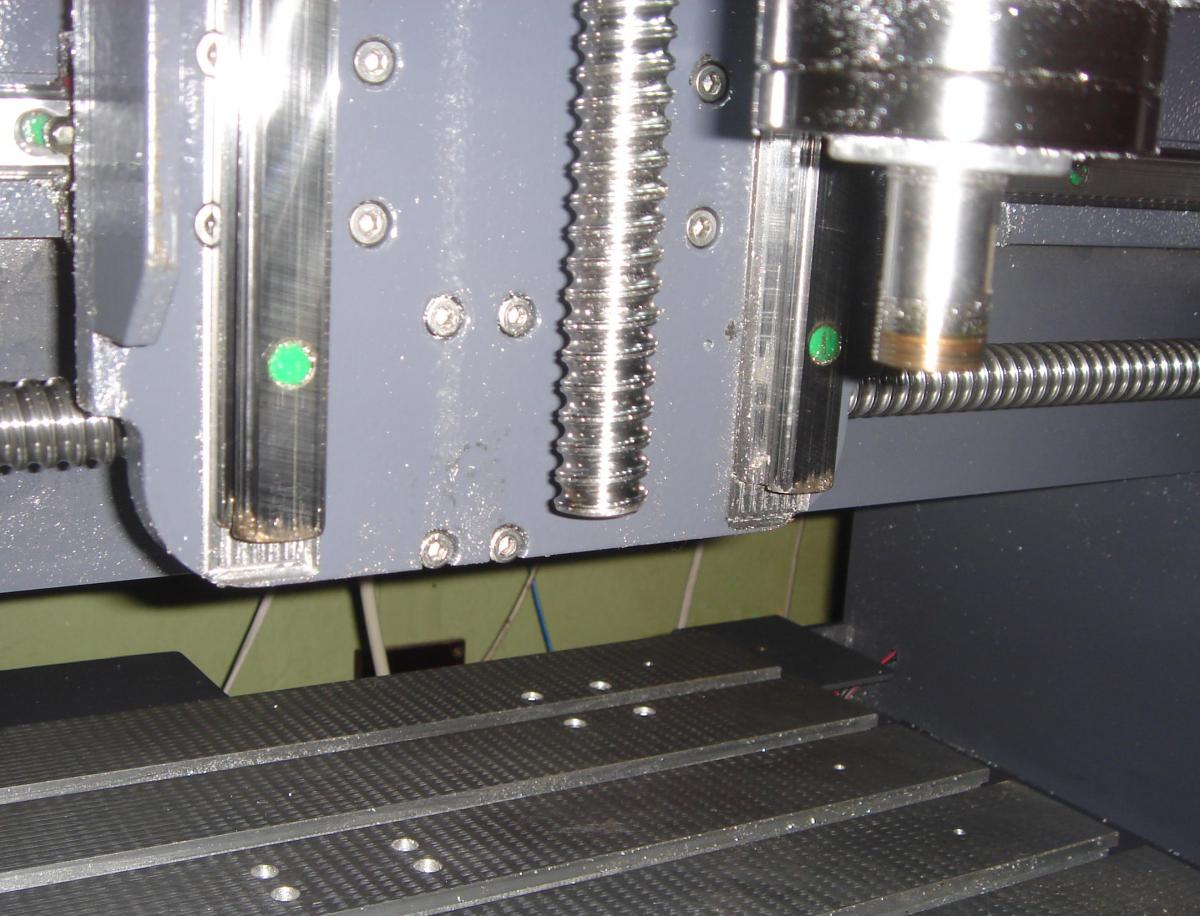
На первых двух фото вы видите - как перемазан краской (той же, что и выкрашено дно) ходовой винт ШВП со стороны оператора (т.е. у вала). Краска не сдирается. Обратите также внимание (3-я фотография) - как низко проложен винт. Но это ещё цветочки - здесь есть хотя бы зазор примерно 0.7 мм. Со стороны серводвигателя всё намного хуже, но об этом ниже.
Как я уже писал ранее - эта канава проточена неровно и где-то интервал меньше, где-то - больше.
Мне удалось расшевелить ходовой винт ШВП по оси У (как я писал, после удара стола о заднюю стенку станка его заклинило). Как оказалось (см. четвёртую фотографию), эти умельцы расположили на дальнем конце аж 2 концевика. Но оба не срабатывают.
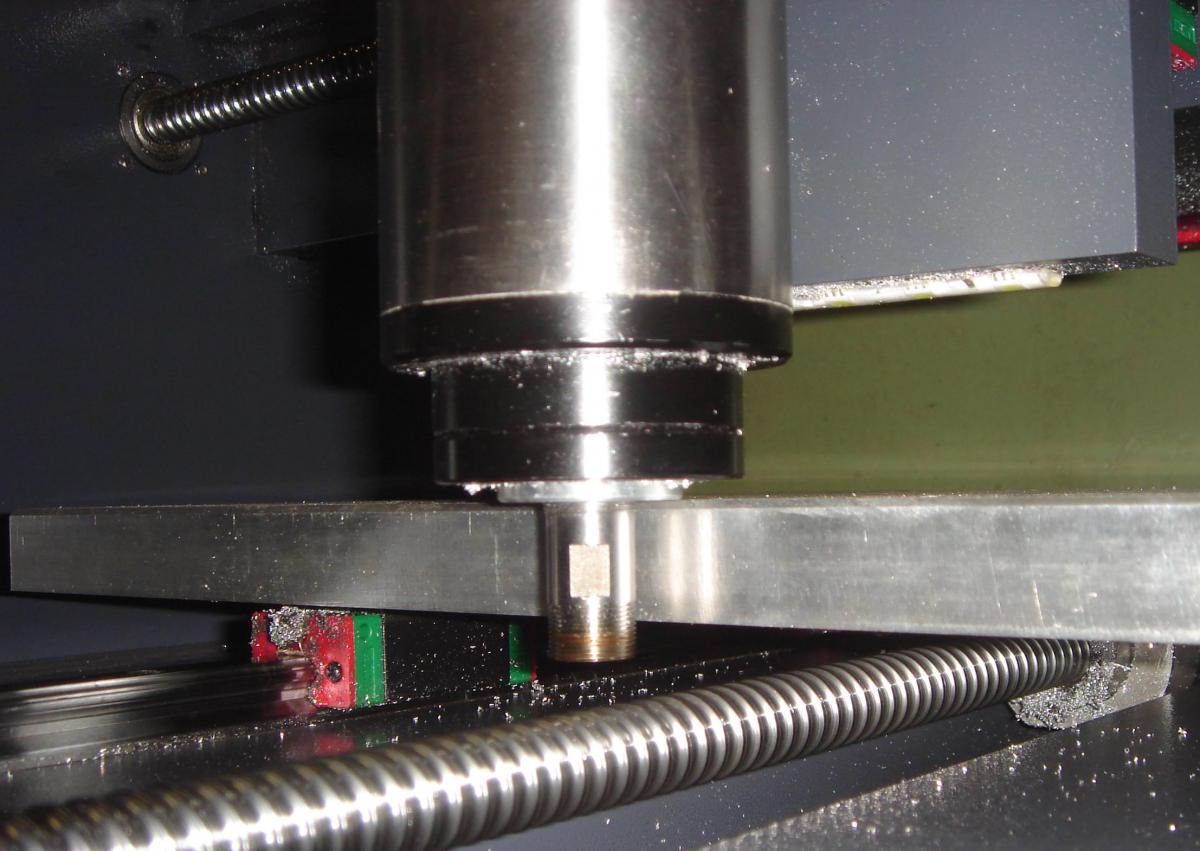
Конструктор, проектировавший станок, решил не устанавливать блок на нижнем конце оси Z (см. пятую фотографию). И нижний конец винта на этой ШВП не закреплён. На шестой фотографии вы можете видеть - как глубоко может провалиться шпиндель (и это не предел. Просто ниже я не опускал: ещё несколько сантиметров - и шпиндель соскочит с винта и направляющих). Нефть добывать ещё нельзя, но пощекотать винт ШВП на оси У можно легко.
Представьте себе, если в программе случится ошибка (всякое бывает. Кто не "пилил" фрезой рабочий стол?): в лучшем случае шпиндель вломится в рабочий стол, погнёт винт ШВП на оси У. А в худшем случае, если это произойдёт на краю рабочего стола, инструмент войдёт в винт. Точнее - в худшем случае шпиндель соскользнёт с направляющих и с винта ШВП на оси Z и немного покуролесит внутри камеры станка. Хотите верьте - хотите нет, но это сулит прОпасть очень ярких впечатлений: однажды в лаборатории моей alma mater сорвало со станины ротор центрифуги. Частота вращения - около миллиона оборотов в минуту (он раскручивался, в зависимости от загрузки (несколько маленьких пробирок), от 2 до 6 часов). Ротор уничтожил всю лабораторию, пробил межэтажное перекрытие и вынес фрагмент дверной рамы в аудитории, располагавшейся этажом ниже.
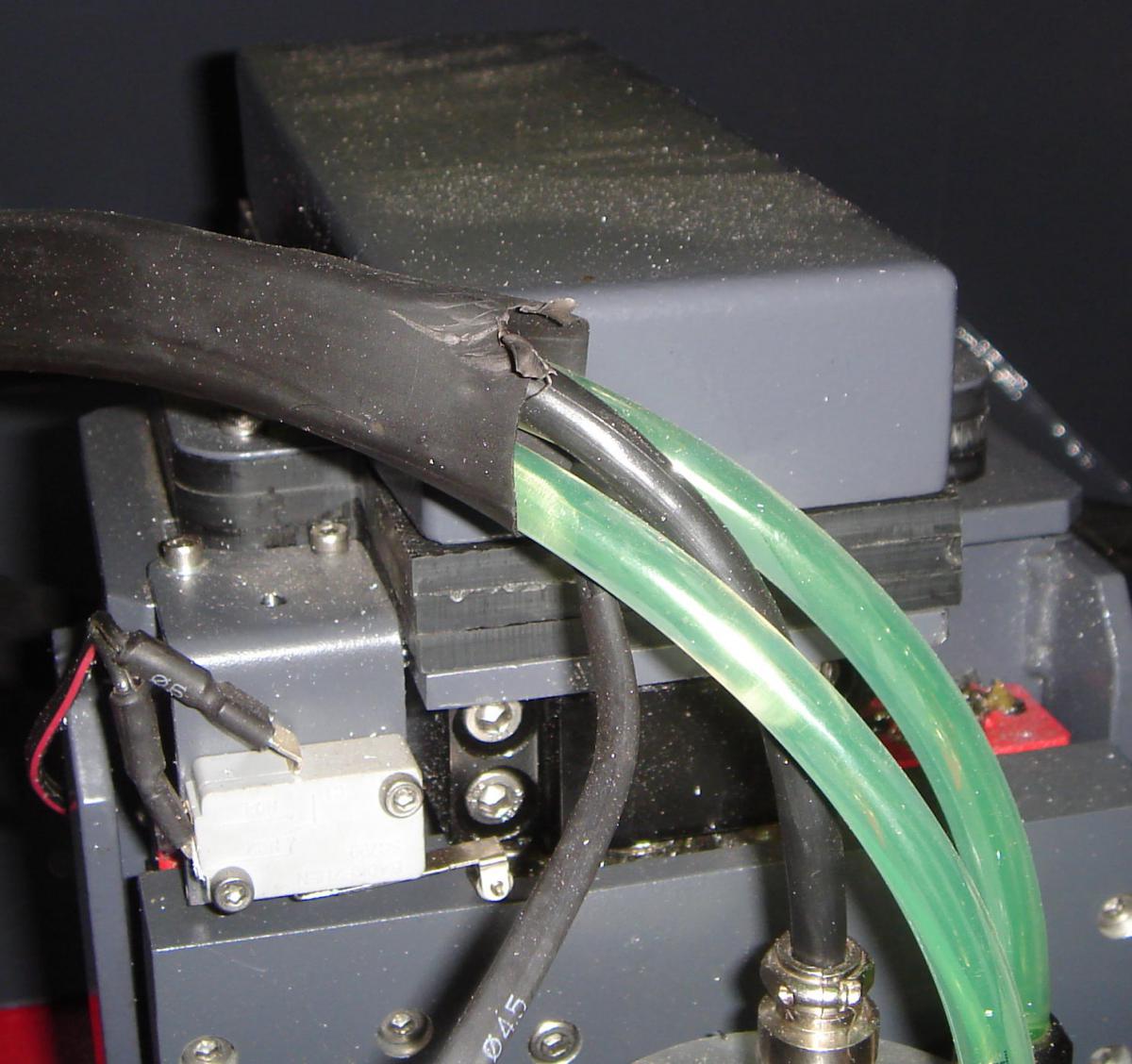
Взгляните на красную и синюю точки на седьмой фотографии. Запомните их расположение. Когда кожух закрывается и шпиндель двигается по оси Х - эти точки входят в плотное соприкосновение. Красная точка - это кусок болта, торчащий вниз. Синяя точка - это лохмотья оболочки, облегающей (см. восьмую фотографию):
1. силовой кабель шпинделя
2. кабель подсветки
3. систему охлаждения
Принимаются ставки на то, какая линия будет перетёрта в первую очередь (болтом - с девятой фотографии).
На десятой, заключительной фотографии вы можете видеть интервал между винтом ШВП (на оси У) и дном рабочей камеры - теперь уже со стороны двигателя, а также кривизну этого канала. Интервал между нижней кромкой винта и дном камеры - около 0.2-0.3 мм. Тонкий лист бумаги пролезает с трудом, а кое-где и вообще не втискивается.
Завтра выложу видео пузырей, циркулирующих в системе охлаждения. Только беда заключается в том, что они не циркулируют: они загоняются в шпиндель,но из него уже не выходят. Т.е. внутри шпинделя формируется воздушный замок и он не охлаждается.
Кстати, чуть не забыл: не срабатывают концевики на всех трёх осях: левый концевик на оси Х, дальний концевик (точнее, два дальних концевика) на оси У, и верхний (потому что нижнего просто нет, ха-ха-ха) концевик на оси Z.
Т.е., из шести установленных концевиков работают только два. Завтра выложу видео - как они работают. Точнее: как они НЕ РАБОТАЮТ.
Теперь, после более пристального изучения этой поделки, я более глубоко понял вопрос директора СК Роутер: верю ли я в бога. Без истовой веры работа на такой технике самоубийственна, а, кроме того, необходимо всегда быть готовым ко встрече с создателем. Аминь.
Прикрепленные изображения



Сообщение отредактировал solion: 26 Июль 2013 - 05:31












