
Ребят.всех с новым годом.у людей праздник.один я с бубном в руках не могу довести до ума все.подскажите как установить ноль по Z. и зависит ли ето положение от того где я распологаю 0 в уп.я касаюсь фрезой рамки и делаю поворот оси А на 180.кончик фрезы оказывается выше рамки на 2-3 мм.таким образом не могу поймать постоянную точку нахождения.или 0 по Z должен быть по центру вращения оси А

Сообщений в теме: 19
#1
 OFFLINE
OFFLINE
rus777
-
- Пользователи+
-

- 110 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:харьков
- Интересы:3 д игры
-
Из:с неба
Отправлено 01 Январь 2013 - 01:08
#2
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 01 Январь 2013 - 02:06
Как в Рино Z0 поставите относительно заготовки, так и на станке надо делать.
Для 4х осевой обработки Z 0 надо ставить по центру оси вращения заготовки.
Для 4х осевой обработки Z 0 надо ставить по центру оси вращения заготовки.
#3
OFFLINE
3D-BiG
-

- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 01 Январь 2013 - 11:28
Так проще, но это не догма....Как в Рино Z0 поставите относительно заготовки, так и на станке надо делать.
Для 4х осевой обработки Z 0 надо ставить по центру оси вращения заготовки.
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#4
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 01 Январь 2013 - 16:13
Согласен, но автору надо простой ответ, а не лекцию. Поэтому и предложил простое и понятное решение для нач. оператора.
#5
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 20 Март 2014 - 21:40
Здравствуйте!
Возник тот же вопрос, а как быть если 4-я ось с задним упором и нет возможности подогнать фрезу в центр?
Пробовал установить "на глазок" , но желательна точность.
Фото:
Возник тот же вопрос, а как быть если 4-я ось с задним упором и нет возможности подогнать фрезу в центр?
Пробовал установить "на глазок" , но желательна точность.
Фото:
Прикрепленные изображения

#6
OFFLINE
rus777
-
- Пользователи+
-
- 110 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:харьков
- Интересы:3 д игры
-
Из:с неба
Отправлено 20 Март 2014 - 21:48
узнаю старого друга -китайца3020.я думаю можно или автообнулятор.если такого нет то вычисли расстояние от стола до центра оси патрона.мультиметр спасает пока нет автообнуления.
#7
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 20 Март 2014 - 21:53
А поподробнее? Что такое автообнулятор, где находится и при чем мультиметр?
УП делаю из-под RhinoCam-а , станок работает под Мач3 версия 2.0.
Вы правы, это китаец 3020 а 4-ю ось сам изладил. Вот теперь пытаюсь победить ...
УП делаю из-под RhinoCam-а , станок работает под Мач3 версия 2.0.
Вы правы, это китаец 3020 а 4-ю ось сам изладил. Вот теперь пытаюсь победить ...
#8
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 21 Март 2014 - 11:16
Ну и что, никто не подскажет, как цивильно решить проблему?
Или этого решения не существует?
Или этого решения не существует?
#9
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 22 Март 2014 - 00:36
Ау-у-у!
Спецы!
Спецы!
#10
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 23 Март 2014 - 20:41
В процессе познания сам собой возник еще вопрос  : почему при расчете УП для 4 осей значение по Z имеют отрицательное значение? Сначала начинается с положительных значений и плавно уходят в отрицательную область? Ведь центр для четвертой оси находится всегда в центре координат? Значит, значения должны быть никак не меньше нуля? Попробовал гравировать УП и фреза чуть не уперлась в ось, успел нажать Стоп, стал разбираться и вот возникли вопросы.
: почему при расчете УП для 4 осей значение по Z имеют отрицательное значение? Сначала начинается с положительных значений и плавно уходят в отрицательную область? Ведь центр для четвертой оси находится всегда в центре координат? Значит, значения должны быть никак не меньше нуля? Попробовал гравировать УП и фреза чуть не уперлась в ось, успел нажать Стоп, стал разбираться и вот возникли вопросы.
Буду весьма признателен за советы
: почему при расчете УП для 4 осей значение по Z имеют отрицательное значение? Сначала начинается с положительных значений и плавно уходят в отрицательную область? Ведь центр для четвертой оси находится всегда в центре координат? Значит, значения должны быть никак не меньше нуля? Попробовал гравировать УП и фреза чуть не уперлась в ось, успел нажать Стоп, стал разбираться и вот возникли вопросы.Буду весьма признателен за советы
#11
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 24 Март 2014 - 10:19
Ну ладно, спасибо , что не ударили и не обозвали
#12
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 24 Март 2014 - 11:57
Отсюда не видно:что Вы там слесарите.
Вопросы надо подробные - будут ответы.А у Вас всё скомкано в кучу.
"Ведь центр для четвертой оси находится всегда в центре координат?" - вообще не факт.
Непонятно,что Вы там делаете.Как постпроцессор настроен.Как ноли задаёте.И пр.
По первым вопросам с нолями - правильный был ответ про расстояние от стола до центра патрона.Запутали Вас словами "автообнулятор" и "мультиметр".Так в принципе неважно "чем".Важно понимание откуда ноль задавать.
Вопросы надо подробные - будут ответы.А у Вас всё скомкано в кучу.
"Ведь центр для четвертой оси находится всегда в центре координат?" - вообще не факт.
Непонятно,что Вы там делаете.Как постпроцессор настроен.Как ноли задаёте.И пр.
По первым вопросам с нолями - правильный был ответ про расстояние от стола до центра патрона.Запутали Вас словами "автообнулятор" и "мультиметр".Так в принципе неважно "чем".Важно понимание откуда ноль задавать.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#13
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 24 Март 2014 - 22:11
Спасибо, что ответили.Отсюда не видно:что Вы там слесарите.
Вопросы надо подробные - будут ответы.А у Вас всё скомкано в кучу.
"Ведь центр для четвертой оси находится всегда в центре координат?" - вообще не факт.
Непонятно,что Вы там делаете.Как постпроцессор настроен.Как ноли задаёте.И пр.
По первым вопросам с нолями - правильный был ответ про расстояние от стола до центра патрона.Запутали Вас словами "автообнулятор" и "мультиметр".Так в принципе неважно "чем".Важно понимание откуда ноль задавать.
При настройке детали для обработки в РиноКаме центр всегда оказывается в центре, выбираю только ось вращения. Поэтому не понимаю, почему в сгененрированной УП появились значения меньше нуля? Значения по Z от +7 до -9.
Я понимаю так, что если нет возможности поставить фрезу в "0" , то фреза ставится в доступное место с координатами, заданными относительно "нуля", Правильно? Т.е. нужно вычислить координаты "нуля". Это нетрудно, хотя бы и "на глазок".
Но смущает уход в отрицательную зону по Z. Ведь фреза не должна уходить ниже центра головки? Да и до центра не должна доходить , по-хорошему то. Я где-то читал, как ограничить ход фрезы вниз , в зависимости от толщины оси, но пока не могу найти.
ЗЫ: Хотел загрузить УП , но не разрешает грузить подобные файлы.Вот начало УП:
G00 G49 G40.1 G17 G80 G50 G90
G21
(Setup 1)
(4th Axis Parallel Finishing)
M6 T0
M03 S12936
A-0.000 F32.9
G01 X0.0000 Y-3.9694 Z21.8176 A0.000
Z11.2114 A0.000
Y-3.6909 Z11.8522 A0.000 F43.8
Y-3.5516 Z11.9583 A0.000
Y-3.2731 Z11.9859 A0.000
Y-2.8206 Z11.9779 A0.000
Y-2.7509 Z11.8863 A0.000
Y-2.4550 Z11.1988 A0.000
Y-2.0199 Z11.0474 A0.000
Y-1.3933 Z10.9345 A0.000
Y-0.3489 Z10.8906 A0.000
Y1.3221 Z10.9459 A0.000
Y1.8791 Z11.0098 A0.000
Y2.3665 Z11.1456 A0.000
Y2.5928 Z11.2523 A0.000
Y2.8887 Z11.9528 A0.000
Y2.9931 Z11.9859 A0.000
Y3.5501 Z11.9849 A0.000
Y3.6893 Z11.9503 A0.000
Y3.8286 Z11.8342 A0.000
Y4.0881 Z11.2248 A0.000
X0.4749 Z11.4288 A2.379
X0.9480 Z11.5923 A4.675
X0.9711 Y3.9489 Z11.8744 A4.675
X0.9787 Y3.8096 Z11.9670 A4.675
Вот отрицатель ные значения:
X1.3888 Y-3.9694 Z-4.7297 A163.636
X0.9985 Z-4.8266 A168.312
X1.6602 Y-2.6465 Z-8.0251 A168.312
X1.7731 Y-2.1591 Z-8.5707 A168.312
X1.8471 Y-1.7414 Z-8.9286 A168.312
X1.9030 Y-1.3236 Z-9.1986 A168.312
X1.9501 Y-0.7666 Z-9.4266 A168.312
X1.9675 Y-0.3489 Z-9.5104 A168.312
X1.9709 Y-0.0704 Z-9.5271 A168.312
X1.9558 Y0.6781 Z-9.4539 A168.312
X1.9032 Y1.3221 Z-9.1998 A168.312
X1.8482 Y1.7399 Z-8.9340 A168.312
X1.7447 Y2.2968 Z-8.4334 A168.312
X1.6607 Y2.6450 Z-8.0276 A168.312
X0.9390 Y4.0881 Z-4.5387 A168.312
X0.5659 Z-4.6003 A172.987
X1.0044 Y2.6260 Z-8.1649 A172.987
X1.0698 Y2.1386 Z-8.6967 A172.987
X1.1146 Y1.7209 Z-9.0606 A172.987
X1.1515 Y1.2335 Z-9.3609 A172.987
X1.1779 Y0.6765 Z-9.5750 A172.987
X1.1875 Y-0.0197 Z-9.6534 A172.987
X1.1854 Y-0.3678 Z-9.6359 A172.987
X1.1792 Y-0.6463 Z-9.5855 A172.987
X1.1532 Y-1.2033 Z-9.3749 A172.987
X1.1109 Y-1.7603 Z-9.0305 A172.987
X1.0478 Y-2.3173 Z-8.5178 A172.987
X0.9958 Y-2.6655 Z-8.0950 A172.987
X0.6018 Y-3.9694 Z-4.8920 A172.987
X0.2011 Z-4.9255 A177.662
X0.3343 Y-2.6465 Z-8.1890 A177.662
X0.3567 Y-2.1591 Z-8.7379 A177.662
Ход вычисления УП:
И результат : Где что-то не так?
Прикрепленные изображения
#14
OFFLINE
Roma
-

- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 24 Март 2014 - 23:10
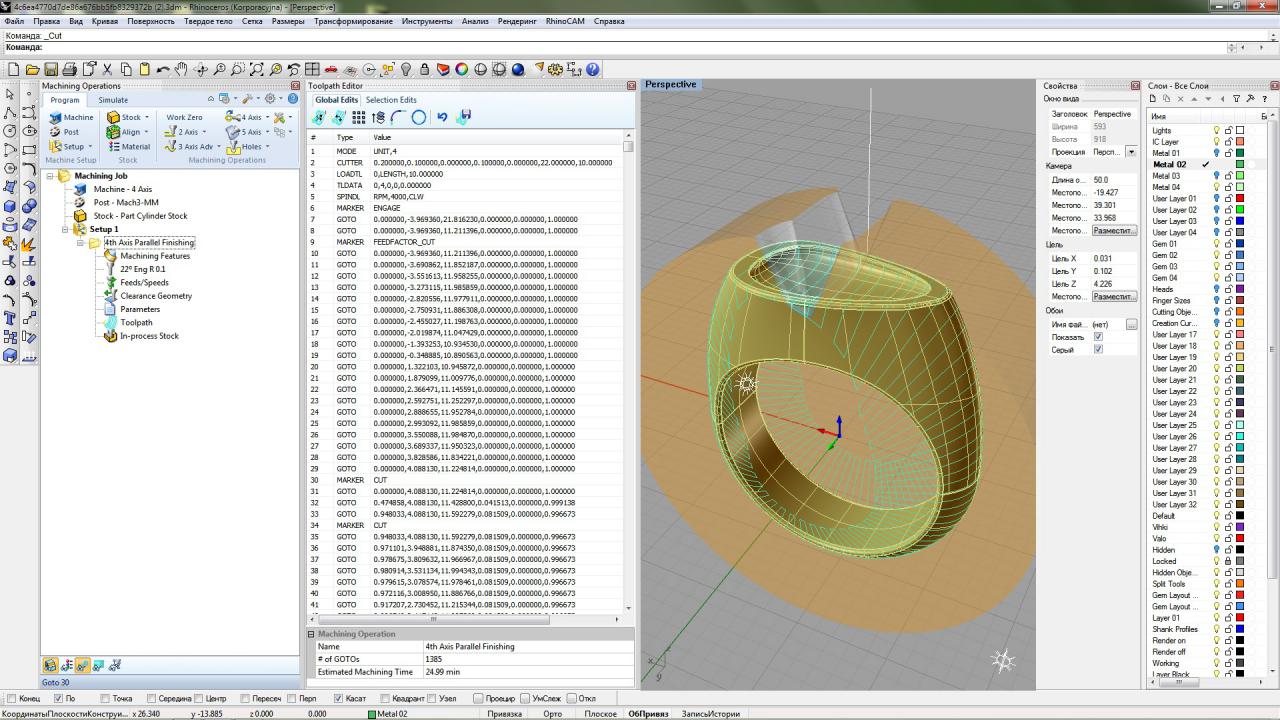
Странно... в шапке УП стоит 4th Axis Parallel Finishing, а на скрине - 4th Axis Roughing in Levels.
Это вроде бы разные вещи.
Если не ошибаюсь, 4th Axis Parallel Finishing допускает обработку либо строго вдоль оси вращения, либо поперёк. Т.е. в основной массе кода присутствует 2 изменяющиеся координаты, максимум (если не считать переходы). Это не очень соответствует показанным частям УП.
Что-то не так с выбором стратегии...
Это вроде бы разные вещи.
Если не ошибаюсь, 4th Axis Parallel Finishing допускает обработку либо строго вдоль оси вращения, либо поперёк. Т.е. в основной массе кода присутствует 2 изменяющиеся координаты, максимум (если не считать переходы). Это не очень соответствует показанным частям УП.
Что-то не так с выбором стратегии...
Сообщение отредактировал Roma: 24 Март 2014 - 23:18
#15
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 24 Март 2014 - 23:30
Вы правы, просто вставил УП от другого варианта, но суть та же.
Вот, специально настройки и именно ее УП:
Начало УП:G00 G49 G40.1 G17 G80 G50 G90
G21
(Setup 1)
(4th Axis Parallel Finishing)
M6 T0
M03 S4000
A-0.000 F32.9
G01 X0.0000 Y-3.9694 Z21.8162 A0.000
Z11.2114 A0.000
Y-3.6909 Z11.8522 A0.000 F43.8
Y-3.5516 Z11.9583 A0.000
Y-3.2731 Z11.9859 A0.000
Y-2.8206 Z11.9779 A0.000
Y-2.7509 Z11.8863 A0.000
Y-2.4550 Z11.1988 A0.000
Y-2.0199 Z11.0474 A0.000
Y-1.3933 Z10.9345 A0.000
Y-0.3489 Z10.8906 A0.000
Y1.3221 Z10.9459 A0.000
Y1.8791 Z11.0098 A0.000
Y2.3665 Z11.1456 A0.000
Y2.5928 Z11.2523 A0.000
Y2.8887 Z11.9528 A0.000
Y2.9931 Z11.9859 A0.000
Y3.5501 Z11.9849 A0.000
Y3.6893 Z11.9503 A0.000
Y3.8286 Z11.8342 A0.000
Y4.0881 Z11.2248 A0.000
X0.4749 Z11.4288 A2.379
X0.9480 Z11.5923 A4.675
Уход в минусА:
X-2.6471 Y1.3221 Z-9.0153 A196.364
X-2.5707 Y1.7398 Z-8.7549 A196.364
X-2.4266 Y2.2968 Z-8.2642 A196.364
X-2.3098 Y2.6450 Z-7.8665 A196.364
X-1.3061 Y4.0881 Z-4.4480 A196.364
X-1.6643 Z-4.3269 A201.039
X-2.9537 Y2.6260 Z-7.6790 A201.039
X-3.1455 Y2.1386 Z-8.1777 A201.039
X-3.2771 Y1.7209 Z-8.5199 A201.039
X-3.3857 Y1.2335 Z-8.8023 A201.039
X-3.4670 Y0.6069 Z-9.0134 A201.039
X-3.4920 Y-0.0197 Z-9.0786 A201.039
X-3.4856 Y-0.3678 Z-9.0619 A201.039
X-3.4674 Y-0.6463 Z-9.0145 A201.039
X-3.3909 Y-1.2033 Z-8.8156 A201.039
X-3.2663 Y-1.7603 Z-8.4916 A201.039
X-3.0809 Y-2.3173 Z-8.0097 A201.039
X-2.9284 Y-2.6654 Z-7.6134 A201.039
X-1.7699 Y-3.9694 Z-4.6013 A201.039
X-2.1387 Z-4.4410 A205.714
X-3.5558 Y-2.6465 Z-7.3837 A205.714
X-3.7942 Y-2.1591 Z-7.8787 A205.714
X-3.9526 Y-1.7414 Z-8.2077 A205.714
X-4.0721 Y-1.3236 Z-8.4559 A205.714
X-4.1871 Y-0.6970 Z-8.6945 A205.714
X-4.2142 Y-0.3489 Z-8.7508 A205.714
X-4.2214 Y-0.0704 Z-8.7659 A205.714
X-4.1973 Y0.4866 Z-8.7157 A205.714
X-4.1712 Y0.7651 Z-8.6615 A205.714
X-4.0727 Y1.3221 Z-8.4570 A205.714
X-3.9550 Y1.7398 Z-8.2127 A205.714
Вот, специально настройки и именно ее УП:
Начало УП:G00 G49 G40.1 G17 G80 G50 G90
G21
(Setup 1)
(4th Axis Parallel Finishing)
M6 T0
M03 S4000
A-0.000 F32.9
G01 X0.0000 Y-3.9694 Z21.8162 A0.000
Z11.2114 A0.000
Y-3.6909 Z11.8522 A0.000 F43.8
Y-3.5516 Z11.9583 A0.000
Y-3.2731 Z11.9859 A0.000
Y-2.8206 Z11.9779 A0.000
Y-2.7509 Z11.8863 A0.000
Y-2.4550 Z11.1988 A0.000
Y-2.0199 Z11.0474 A0.000
Y-1.3933 Z10.9345 A0.000
Y-0.3489 Z10.8906 A0.000
Y1.3221 Z10.9459 A0.000
Y1.8791 Z11.0098 A0.000
Y2.3665 Z11.1456 A0.000
Y2.5928 Z11.2523 A0.000
Y2.8887 Z11.9528 A0.000
Y2.9931 Z11.9859 A0.000
Y3.5501 Z11.9849 A0.000
Y3.6893 Z11.9503 A0.000
Y3.8286 Z11.8342 A0.000
Y4.0881 Z11.2248 A0.000
X0.4749 Z11.4288 A2.379
X0.9480 Z11.5923 A4.675
Уход в минусА:
X-2.6471 Y1.3221 Z-9.0153 A196.364
X-2.5707 Y1.7398 Z-8.7549 A196.364
X-2.4266 Y2.2968 Z-8.2642 A196.364
X-2.3098 Y2.6450 Z-7.8665 A196.364
X-1.3061 Y4.0881 Z-4.4480 A196.364
X-1.6643 Z-4.3269 A201.039
X-2.9537 Y2.6260 Z-7.6790 A201.039
X-3.1455 Y2.1386 Z-8.1777 A201.039
X-3.2771 Y1.7209 Z-8.5199 A201.039
X-3.3857 Y1.2335 Z-8.8023 A201.039
X-3.4670 Y0.6069 Z-9.0134 A201.039
X-3.4920 Y-0.0197 Z-9.0786 A201.039
X-3.4856 Y-0.3678 Z-9.0619 A201.039
X-3.4674 Y-0.6463 Z-9.0145 A201.039
X-3.3909 Y-1.2033 Z-8.8156 A201.039
X-3.2663 Y-1.7603 Z-8.4916 A201.039
X-3.0809 Y-2.3173 Z-8.0097 A201.039
X-2.9284 Y-2.6654 Z-7.6134 A201.039
X-1.7699 Y-3.9694 Z-4.6013 A201.039
X-2.1387 Z-4.4410 A205.714
X-3.5558 Y-2.6465 Z-7.3837 A205.714
X-3.7942 Y-2.1591 Z-7.8787 A205.714
X-3.9526 Y-1.7414 Z-8.2077 A205.714
X-4.0721 Y-1.3236 Z-8.4559 A205.714
X-4.1871 Y-0.6970 Z-8.6945 A205.714
X-4.2142 Y-0.3489 Z-8.7508 A205.714
X-4.2214 Y-0.0704 Z-8.7659 A205.714
X-4.1973 Y0.4866 Z-8.7157 A205.714
X-4.1712 Y0.7651 Z-8.6615 A205.714
X-4.0727 Y1.3221 Z-8.4570 A205.714
X-3.9550 Y1.7398 Z-8.2127 A205.714
Прикрепленные изображения
#16
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 25 Март 2014 - 00:30
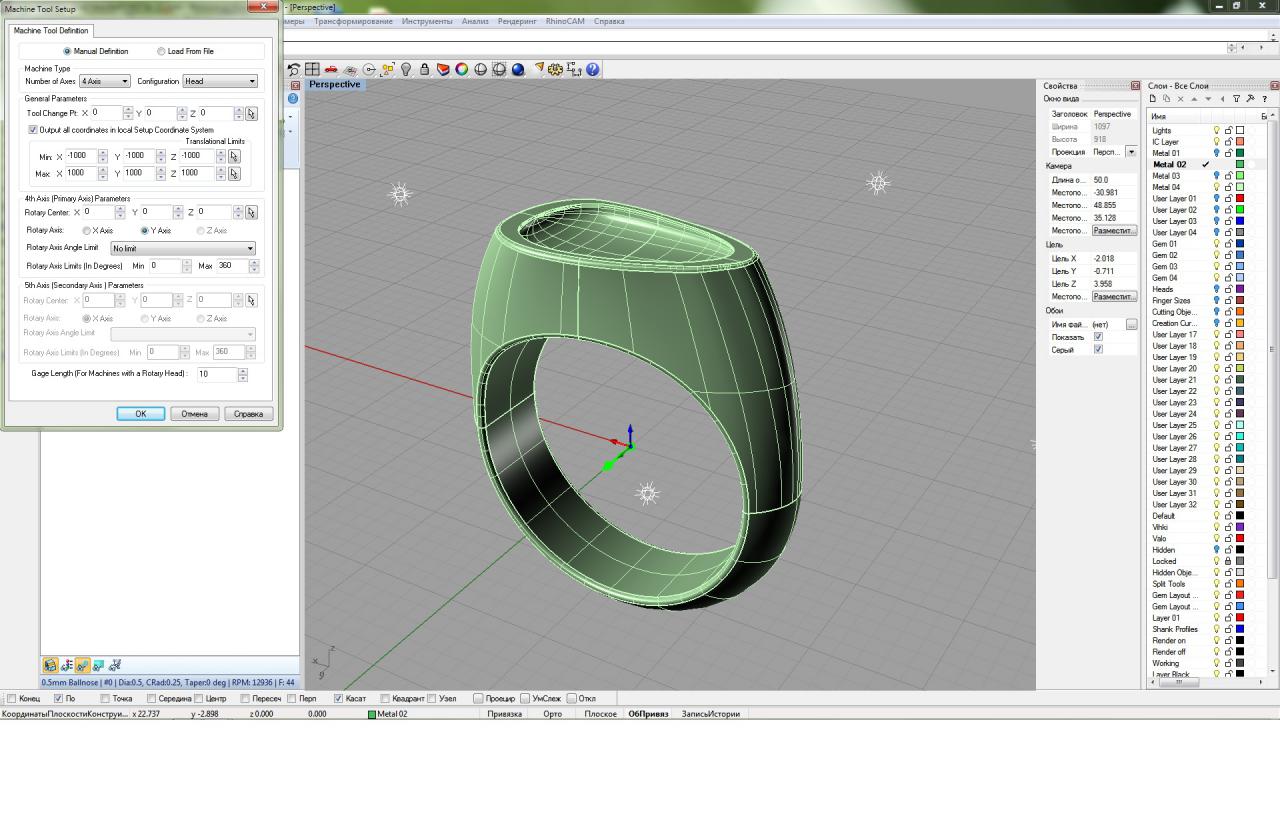
Ещё одна странность. На скрине с зелёным кольцом, Configuration - Head.
Судя по станку, Table должен там быть...
Судя по станку, Table должен там быть...
Сообщение отредактировал Roma: 25 Март 2014 - 00:35
#17
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 25 Март 2014 - 09:05
Не вдаваясь в подробности.Только принципы.
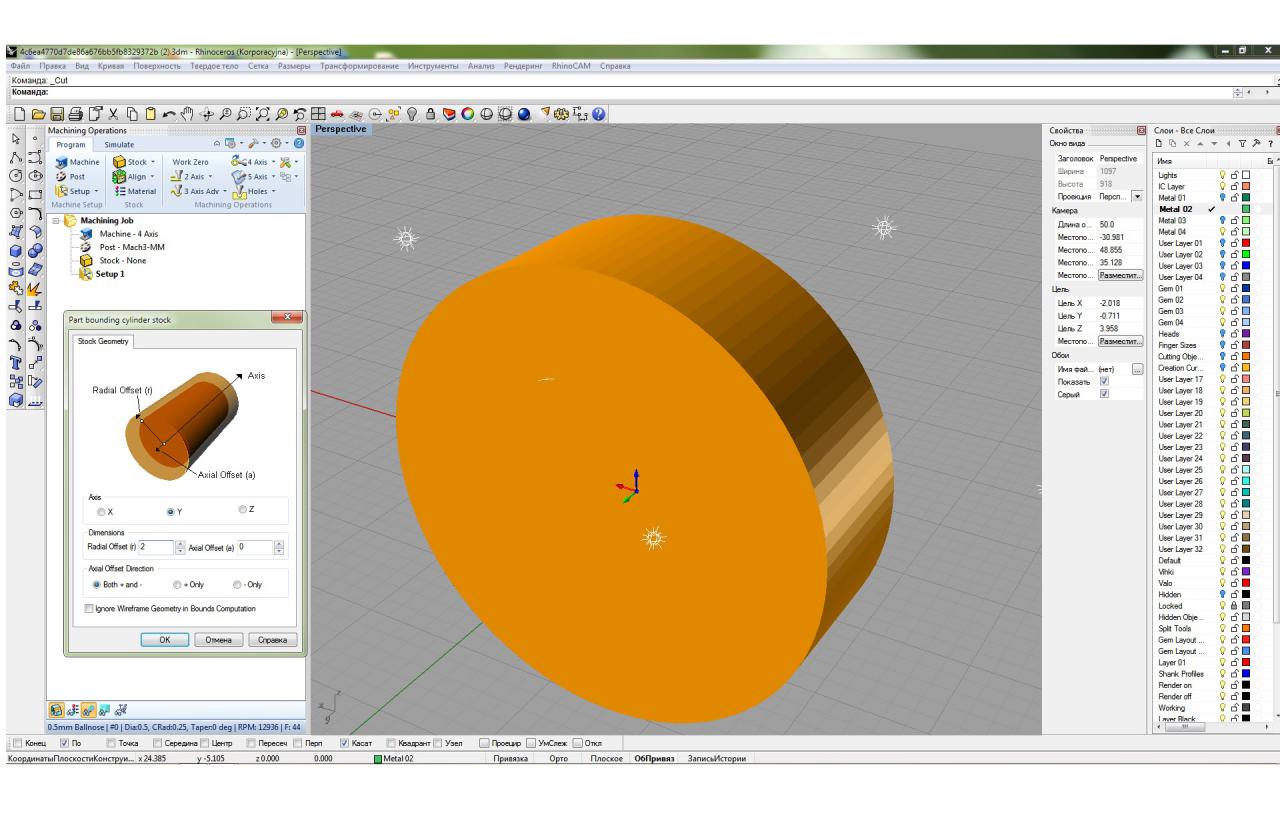
1.Добавьте цилиндр внутрь кольца.Это ограничит траекторию(хочет она того,или нет )
)
2.Убедитесь,что оси расставлены правильно в программе и на станке(должно либо совпадать,либо должно быть что-то переименовано при постпроцессировании).
3.У Вас вывод координат 4-х позиционный(x,y,z,a) - попробуйте сделать проще.Попробуйте не отклоняться от оси вращения. т.е. 3-х координатный вывод.
4.Проверяйте через какой-то просмотрщик(правда его тоже правильно настроить надо),типа CIMCO Edit.Если траектория в каме и траектория в просмотрщике совпадают - это уже плюс.У Вас сейчас это не происходит.
5.Не мучайтесь с кольцами и пр. попробуйте на простом цилиндре - так настраивать проще.
6.Добейтесь совпадения картины на настройке просмотрщика,станка и кама.На данный момент: у Вас либо постпроцессор косячит(очень похоже).Либо ещё какая-то тяжелая нестыковка.Кстати ещё зависит от версии ринокама.Последние версии сильно грешат на 4-х координатной обработке(возможно - как раз Ваш случай.Не утверждаю,но вероятность есть).В сети про это есть отзывы неутешительные.Проблема нерешаемая.Очень рекомендую не ломать копья о ринокамы,а перейти на пауэрмил(тоже не выделываясь с последними версиями,а на простую десятку).Модели из рино туда великолепно импортируются.Всё на русском,если разобраться - то всё очень несложно.
Вот тогда всё получится.
1.Добавьте цилиндр внутрь кольца.Это ограничит траекторию(хочет она того,или нет
)2.Убедитесь,что оси расставлены правильно в программе и на станке(должно либо совпадать,либо должно быть что-то переименовано при постпроцессировании).
3.У Вас вывод координат 4-х позиционный(x,y,z,a) - попробуйте сделать проще.Попробуйте не отклоняться от оси вращения. т.е. 3-х координатный вывод.
4.Проверяйте через какой-то просмотрщик(правда его тоже правильно настроить надо),типа CIMCO Edit.Если траектория в каме и траектория в просмотрщике совпадают - это уже плюс.У Вас сейчас это не происходит.
5.Не мучайтесь с кольцами и пр. попробуйте на простом цилиндре - так настраивать проще.
6.Добейтесь совпадения картины на настройке просмотрщика,станка и кама.На данный момент: у Вас либо постпроцессор косячит(очень похоже).Либо ещё какая-то тяжелая нестыковка.Кстати ещё зависит от версии ринокама.Последние версии сильно грешат на 4-х координатной обработке(возможно - как раз Ваш случай.Не утверждаю,но вероятность есть).В сети про это есть отзывы неутешительные.Проблема нерешаемая.Очень рекомендую не ломать копья о ринокамы,а перейти на пауэрмил(тоже не выделываясь с последними версиями,а на простую десятку).Модели из рино туда великолепно импортируются.Всё на русском,если разобраться - то всё очень несложно.
Вот тогда всё получится.
Сообщение отредактировал yaso73: 25 Март 2014 - 09:09
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#18
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 25 Март 2014 - 21:19
Спасибо большое за советы.
Буду пробовать.
ЗЫ: что интересно,пока в УП описываются три оси (Y,Z,A) , значения Z положительны, как присоединяется Х то Z постепенно уходит в минуса.

Зы: На всякий случай проверил, оказалось, что я прав. При выборе тэйбл даже заготовка "часть цилиндра" недоступна, только "бокс".
Буду пробовать.
ЗЫ: что интересно,пока в УП описываются три оси (Y,Z,A) , значения Z положительны, как присоединяется Х то Z постепенно уходит в минуса.
А как сделать, чтоб ось Х не добавлялась в УП?3.У Вас вывод координат 4-х позиционный(x,y,z,a) - попробуйте сделать проще.Попробуйте не отклоняться от оси вращения. т.е. 3-х координатный вывод.
На мой взгляд, все правильно. Тэйбл это поворотный стол, а у меня хэд -поворотная головка.Ещё одна странность. На скрине с зелёным кольцом, Configuration - Head.
Судя по станку, Table должен там быть...
Зы: На всякий случай проверил, оказалось, что я прав. При выборе тэйбл даже заготовка "часть цилиндра" недоступна, только "бокс".
#19
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 26 Март 2014 - 00:12
Ох, всё верно, пардон.На мой взгляд, все правильно. Тэйбл это поворотный стол, а у меня хэд -поворотная головка.
Кстати, да, пишут в сети про проблемы с 4-х осевой, в некоторых версиях ринокама, из свежих...
#20
OFFLINE
al101404
-
- Пользователи+
-
- 64 сообщений
Студент
- Пол:Мужчина
- Город:Кемерово
- Интересы:Всё
-
Из:Юг Сибири
Отправлено 05 Май 2014 - 23:52
В продолжение темы:
По совету Yaso73 попытался перейти на PowerMill в котором "все проще". Поставил десятый и одиннадцатый, оба оказались "пустые", т.е. без постпроцессоров.Стал искать ПП , их оказалось великое множество, для каждого станка разные, какой подойдет к моему "китайцу" так и не понял (хотя смотрел образцы на постпроцессор.ру), да и к тому же все отнюдь не бесплатные (просили десятки тыров). Может тем, кто работает и получает хороший заработок со станка, такие условия и подойдут, но мне не по карману.
Поэтому решил удалить нахрен этот ПМ и бороться с тем, что есть, т.е. с РиноКамом.
Но, если кто-то из спецов даст дельный совет, как можно побороть РК или его глючный постпроцессор, заменить на что-то и т.д., то буду премного благодарен!
По совету Yaso73 попытался перейти на PowerMill в котором "все проще". Поставил десятый и одиннадцатый, оба оказались "пустые", т.е. без постпроцессоров.Стал искать ПП , их оказалось великое множество, для каждого станка разные, какой подойдет к моему "китайцу" так и не понял (хотя смотрел образцы на постпроцессор.ру), да и к тому же все отнюдь не бесплатные (просили десятки тыров). Может тем, кто работает и получает хороший заработок со станка, такие условия и подойдут, но мне не по карману.
Поэтому решил удалить нахрен этот ПМ и бороться с тем, что есть, т.е. с РиноКамом.
Но, если кто-то из спецов даст дельный совет, как можно побороть РК или его глючный постпроцессор, заменить на что-то и т.д., то буду премного благодарен!
Сообщение отредактировал al101404: 06 Май 2014 - 00:36
Темы с аналогичным тегами привязка по Z




Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

