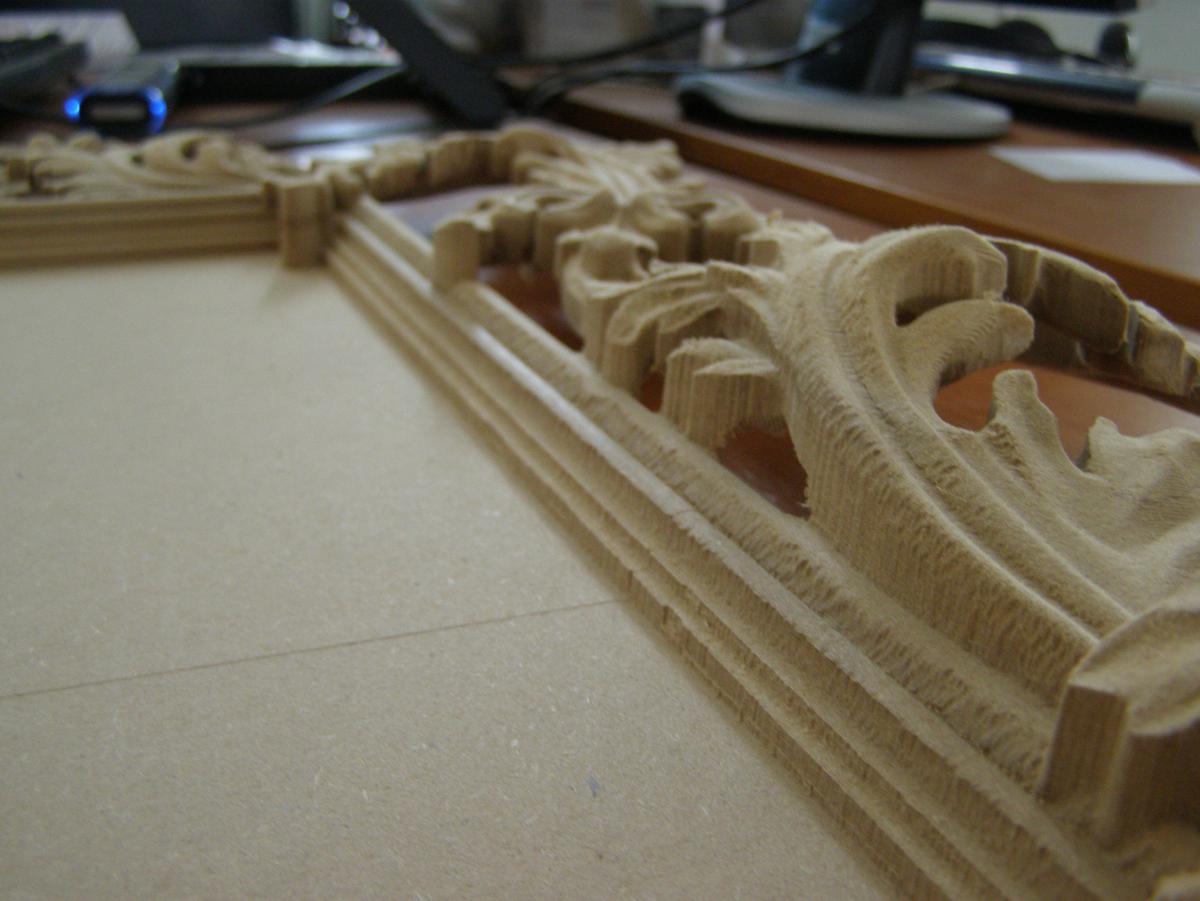
Не зависемо от того ,что я режу картину , икону, и.т.п. На левых вертикальных стенках всегда остается очень много ворса . Чем стенка более отвесная , тем больше ворса.
Фреза коническая
K2QXJ6130,
d=6 мм ,
2r = 1 мм
Фрезеровка поперек волокон , угол растра 15 градусов.Дерево бук, дуб.
Стратегия Растр
Шаг 0.1 от диаметра кончика фрезы .
Как понимаю это происходит от того , что он режет на данном участке не снизу вверх , а сверху вниз .
Что поможет , 3d смещение ?
Уже подумываю изучать Powermill .
Работаю в Арткам 2008
На фото где видна рамка , четко видно мохнатость . Так вот на левой стороне картины ее нет.
Больно долго в рукопашную доводить.


Похожие темы:
Режимы обработки очень твердых сортов древесины
Порода дерева и режимы обработки?
Обработка лиственницы
Сорта древесины для резки
Режимы резания по ели
Параметры обработки сосны
Шлифовка рельефной поверхности