
Не помешает наверное галку в настройках снять чтоб после поворота на 360гр на 0 не сбрасывалось.....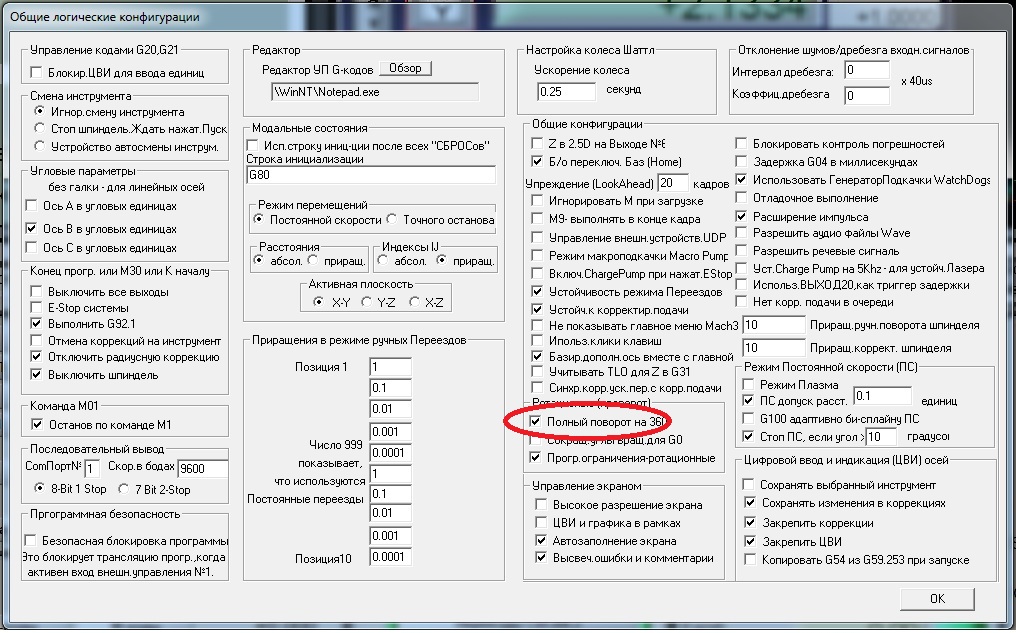

Настройка поворотной оси в Mach 3
Автор
perplexx
, 05 Авг 2011 01:07
программа под ось вращения Поворотная ось поворотная ось в Mach3 Настройка Mach3
Сообщений в теме: 93
#61
 OFFLINE
OFFLINE
niksooon
-

- Cтарожил
-

- 2 243 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 04 Июнь 2015 - 01:56
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.

#63
OFFLINE
SergoCNC
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Yerevan
Отправлено 12 Март 2016 - 02:08
здравствуйте...
у меня такой вопрос, с настройками 3 х осей все понятно, там настраиваем шаги на мм....
а по какому принципу работает 4 ая ось? как настраивать в Матче и почему?
Сообщение отредактировал Admin: 12 Март 2016 - 13:26
Перенесено
#64
OFFLINE
le0nard_
-
- Пользователи+
-
- 28 сообщений
Студент
-
Из:alsdkj
Отправлено 17 Март 2016 - 21:29
здравствуйте...
у меня такой вопрос, с настройками 3 х осей все понятно, там настраиваем шаги на мм....
а по какому принципу работает 4 ая ось? как настраивать в Матче и почему?
Указываешь в общих настройках что она ротационная, и будет тебе количество импульсов не на мм а на градус!
#65
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 26 Апрель 2016 - 18:53
Добровремясуток.
Образовалась проблемка при запуске поворотки.
Запускаю УП. На кадрах линейного движения всё ок, а на кадрах с участием А линейные оси катастрофически сбрасывают скорость (ну может 1 мм за 5 минут)
Много обсуждалось подобных проблем тут, но с моими навыками любителя ответ я пока не разглядел к сожалению.
приложу скрины мотортюнинга и дженералконфиг.
УП из Powermill
ось А крутится вокруг Y
Скрытый текст



Помогите, людидобрые
Сообщение отредактировал Pionere: 26 Апрель 2016 - 19:10
#66
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 332 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 26 Апрель 2016 - 20:10
Выставляйте максимальную скорость на оси А, которая не приводит к пропуску шагов. Помните, что по этой оси перемещение считается в градусах, то есть в Вашем случае ось может двигаться не более 11.11111 об/мин. Она и ограничивает скорость по остальным осям.
С уважением, Олег.
#67
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 26 Апрель 2016 - 20:29
о как занимательно 
А какаято методика определения максимальной скорости есть? хотябы какие они обычно бывают для простых китайских станков? чтобы знать откуда экспериментировать ничинать.
А какаято методика определения максимальной скорости есть? хотябы какие они обычно бывают для простых китайских станков? чтобы знать откуда экспериментировать ничинать.
#68
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 332 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 26 Апрель 2016 - 20:32
Увеличивайте пока не начнутся срывы. Проверять можно на "ручных" переездах. Как пойдут срывы, уменьшите процентов на 10-15 и пробуйте работать. Будут сбои, еще немного уменьшить. Скорости "для простых китайских станков" бывают разные...
С уважением, Олег.
#69
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 26 Апрель 2016 - 20:37
тут один товарищ 25 000 ! ставил. както меня пугает эта цифра) вот я и думаю хотя бы с каких порядков начинать.вот такая поворотка, если это о чем то говорит
Скрытый текст

И большое человечье спасибо за отклик!)
Сообщение отредактировал Pionere: 26 Апрель 2016 - 20:39
#70
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 332 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 26 Апрель 2016 - 20:55
У этой поворотки редукция небольшая. Шаговик может крутить до 1000 об/мин. Если редукция 1/3, то 300об/мин получить реально, а это 108000 градусов в минуту...
С уважением, Олег.
#71
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 26 Апрель 2016 - 22:20
У этой поворотки редукция небольшая. Шаговик может крутить до 1000 об/мин. Если редукция 1/3, то 300об/мин получить реально, а это 108000 градусов в минуту...
путем экспериментов выяснилось что без срывов удалось выставить значение 25000. тоесть заготовка при редукции 1/3 будет вращаться 23об/мин. совсем мало, если сравнивать с вашими цифрами 
может steps per неправильно выставлен? хотя когда говоришь ему " крутись на 360гр" он крутит ровно на 360. это ведь показатель правильности?
Сообщение отредактировал Pionere: 26 Апрель 2016 - 22:24
#72
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 332 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 26 Апрель 2016 - 22:46
хотя когда говоришь ему " крутись на 360гр" он крутит ровно на 360. это ведь показатель правильности?
Да.
С уважением, Олег.
#73
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 27 Апрель 2016 - 12:18
В общем запустил обработку. теперь все оси движутся медленно. ничего не понимаю.
PowerMill пишет что УП будет выполняться 45мин. прошло 15 мин и выполнил процента 3((
Визуально A крутится 2 об/мин.
Собственно мач показывает скорость резания в среднем 600-700.
В PowerMill рабочая подача 1500мм/мин. может из-за нее скорость режется?
Господа, где ещё "подкрутить"?
Сообщение отредактировал Pionere: 27 Апрель 2016 - 12:30
#74
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 27 Апрель 2016 - 21:41
отправляю из мача в x10 y10 z10 a10 так же ползет чрезвычайно медленно. значит дело не в УП вовсе. подкиньте идейку куда копать
#75
OFFLINE
Roma
-

- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 27 Апрель 2016 - 22:00
Попробуйте поискать что-нибудь про "use radius for feedrate".
#76
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 28 Апрель 2016 - 15:11
путем увеличения ускорения оси в motor tuning удалось снизить время выполнения УП с 8 часов до 3,5. Но всераво при обработке ось вращается намного медленнее чем скажем по команде A360.
use radius for feedrate вообще никак не влияет(
Сообщение отредактировал Pionere: 28 Апрель 2016 - 15:12
#77
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 28 Апрель 2016 - 15:42
Смените стратегию создания УП. Сейчас, если не ошибаюсь, у вас поворотка постоянно крутится.
Сделайте, чтобы растр обработки шёл вдоль оси вращения. В этом случае, поворотка будет включаться отдельно от линейных осей и на короткое время, только чтобы сдвинуться на шаг растра обработки.
Да включите режим Constant Velocity (на скрине он выключен), это тоже способствует скорости на 3D.
#78
OFFLINE
Pionere
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Томск
Отправлено 29 Апрель 2016 - 00:05
Constant Velocity дал плавное движение оси А. но только до тех пор пока не нажмешь STOP, а потом START. Программа продолжает выполнение и ось А начинает вращаться рывками.
Со скоростью ничего не изменилось(
Видимо придется пользоваться предложенным методом построения УП.
#79
OFFLINE
Ave
-
- Пользователи
-
- 24 сообщений
Студент
-
Из:Одесса
Отправлено 25 Май 2016 - 21:01
Какая нужная тема " Настройка поворотной оси в Mach 3", но всё как-то по кусочкам. Объясните, пожалуйста, а как ее вообще активировать. Достался станок. К блоку управления присоединены 4 двигателя. 3 установлены на станке (X, Y, Z - оси) и один для оси вращения в "свободном плавании". Станок работает по 3-м осям, вроде бы нормально. Подскажите, как запустить ось вращения. Насколько я понимаю, необходимо в управляющей программе произвести какие-то изменения, что-бы линейное перемещение по оси Х преобразовалось в радиальное по А. Подскажите, пожалуйста, как перенастроить оси.
Win XP; Mach 3.042.040; винт D14 (шаг 4,4мм). Остальное на фото собрал в архив: https://yadi.sk/d/UNlRBnO_ryMMY
#80
OFFLINE
belorez
-

- Опытный
-
- 1 575 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 25 Май 2016 - 21:49
в управляющей программе произвести какие-то изменения, что-бы линейное перемещение по оси Х преобразовалось в радиальное по А
А зачем? Сделайте А независимой координатой. Назначьте клавиши ручного управления повороткой( обычно + и -). На 5-ом изображении не видно, прописаны ли пины для А. Посмотреть можно в документации к плате опторазвязки. На 6-ом изображении сигналы для А тоже не настроены.
И кстати, в вашей оболочке mach есть окна для других осей, кроме XYZ?
Сообщение отредактировал belorez: 25 Май 2016 - 21:59
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
Темы с аналогичным тегами программа под ось вращения, Поворотная ось, поворотная ось в Mach3, Настройка Mach3



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

