
Здравствуйте.
Будьте добры, подскажите, как устанавливается ноль по Z на станке, у которого три шпинделя? В нормальном положении они все подняты, а когда запускаешь - один из них опускается (который - задается в УП) и пилит. Но ведь перед этим мне нужно поставить кончик фрезы на заготовку, а как, если она уже крутится и движется...
Станок с пультом RZNC-0509.
Читал о датчике C.A.D., такого у нас нет, но тоже не понятно, как же он сработает, если шпинделя подняты...
Заранее благодарю.

Сообщений в теме: 12
#1
 OFFLINE
OFFLINE
zagzag2003
-
- Пользователи
-

- 6 сообщений
Абитуриент
-
Из:Черновцы
Отправлено 05 Июнь 2011 - 08:01
#2
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 05 Июнь 2011 - 09:22
Возможно,если управление опусканием пневматическое,то есть ручное управление позволяющее опускать-поднимать шпинделя.Выложите фото.У меня на работе тоже станок(правда два,а не три шпинделя),с управлением 0509.Кроме пульта есть шкаф с разными кнопочками-ручечками... вот оттуда ручное управление.
Выкладывайте фото.
Выкладывайте фото.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#3
OFFLINE
zagzag2003
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Черновцы
Отправлено 05 Июнь 2011 - 17:15
У шкафа кнопки "запуск шпинделя", кнопка вакуума, две кнопки переключения стола, одна безымянная... Мне только что привезли фотографии (станок в селе, там интернета нету...), шкаф не щелкнули...
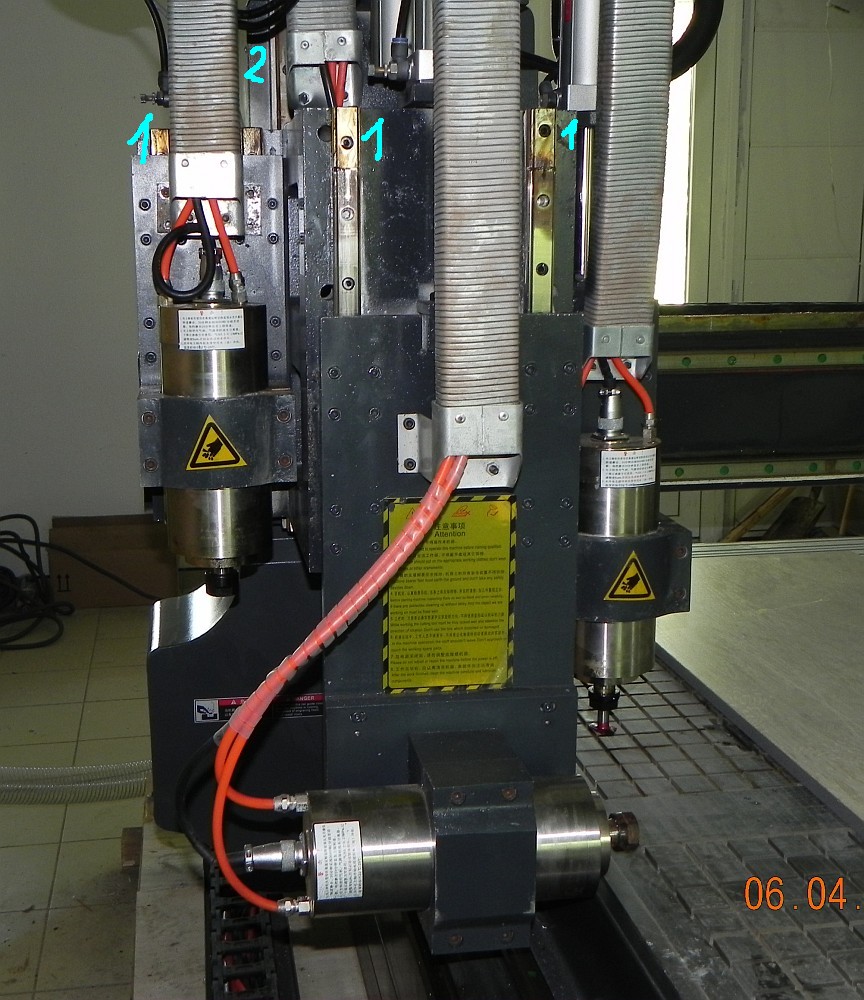
На первой фотографии цифрами "1" обозначены полозья, по которому ездит шпиндель, а цифрой "2" - полозья для всей движущейся конструкции. На этой фотографии правый инструмент опущен, левый - поднят в нормальном своём положении (скорее всего из-за того, что давления не было, не я, к сожалению, фотографировал, попутно фотки привезли...)
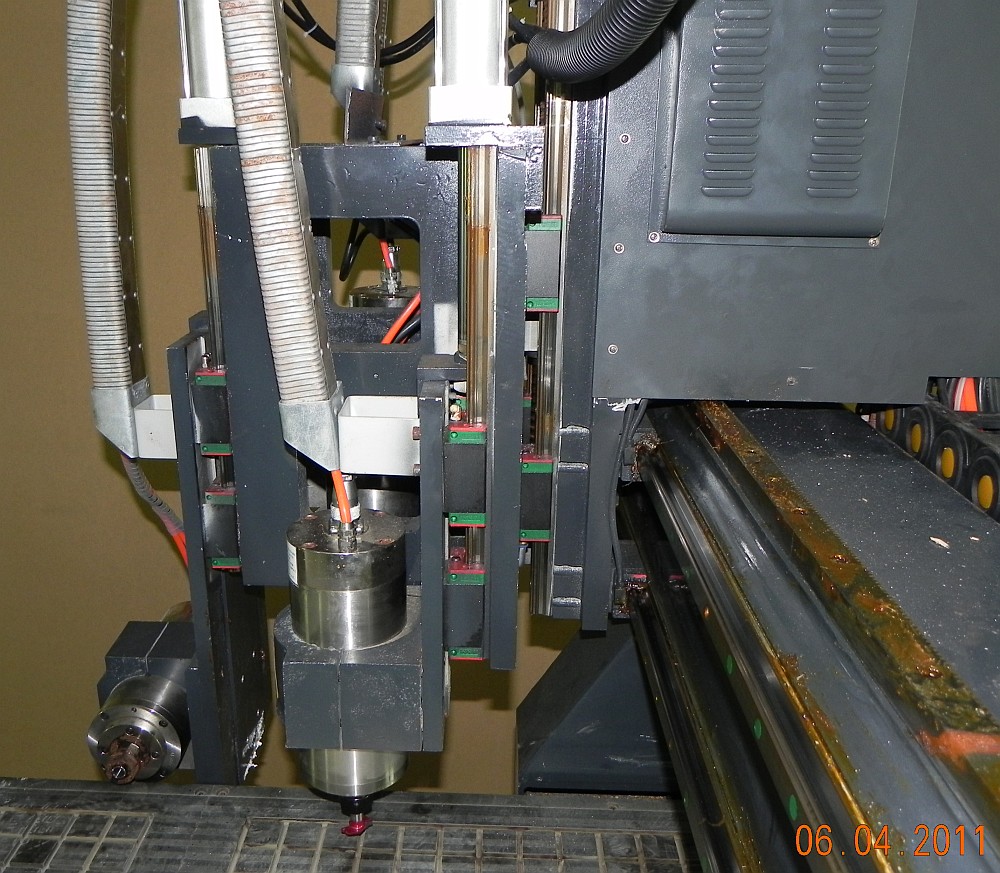
Тут видны три шпинделя, - левый, правый и горизонтальный. На самом деле есть и четвертый, по центру, не видно его...
Как выставлять ноль, если они опускаются только когда начинают - ума не приложу. Помогите, пожалуйста.
Очень благодарен за отклик, тем более в воскресенье.
На первой фотографии цифрами "1" обозначены полозья, по которому ездит шпиндель, а цифрой "2" - полозья для всей движущейся конструкции. На этой фотографии правый инструмент опущен, левый - поднят в нормальном своём положении (скорее всего из-за того, что давления не было, не я, к сожалению, фотографировал, попутно фотки привезли...)
Тут видны три шпинделя, - левый, правый и горизонтальный. На самом деле есть и четвертый, по центру, не видно его...
Как выставлять ноль, если они опускаются только когда начинают - ума не приложу. Помогите, пожалуйста.
Очень благодарен за отклик, тем более в воскресенье.
Прикрепленные изображения
#4
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 05 Июнь 2011 - 20:39
Видны пневмоцилиндры.Они должны управляться вручную.Если нет - крайне хреново  (но это вряд ли,потому,что у него рабочее положение - когда шпиндель пневматикой вниз опускает).Должны быть где-то кнопки вкл/выкл пневматики на каждый шпиндель.Или где-то пневморелюхи установлены.Посмотрите по пневмосистеме - разберётесь.Или сюда много-много фоток выкладывайте.
(но это вряд ли,потому,что у него рабочее положение - когда шпиндель пневматикой вниз опускает).Должны быть где-то кнопки вкл/выкл пневматики на каждый шпиндель.Или где-то пневморелюхи установлены.Посмотрите по пневмосистеме - разберётесь.Или сюда много-много фоток выкладывайте.
Какой порядок работы поподробнее опишите.С пульта номер шпинделя читается из УП? или как на обработку УП запускаете? Как объясняете машине глупой какой головой работать?
Привод оси Z - один.Одна швп там стоит.На платформе висят четыре шпинделя,каждый на своих рельсах.На каждый шпиндель пневмоцилиндр.Когда пневматика выводит вниз до упора одну из голов - рабочее положение головы.Ищите где управление пневматикой.Либо кнопка,либо реле.
Больше фоток и описания.
P.S. Я,когда с этим разберёмся,расскаже ещё про пару поганок таких(многоголовых) аппаратов. .В целом станок неплохой и сравнительно удобный.Но на запуск надо бы кого-то из спецов позвать.Чтобы все проводки подёргал,пневмосистему проверил... А то, не приведи Боже,дурканёт по пневматике... У таких станков это чревато последствиями.Особенно с головой для торцевого фрезерования.
.В целом станок неплохой и сравнительно удобный.Но на запуск надо бы кого-то из спецов позвать.Чтобы все проводки подёргал,пневмосистему проверил... А то, не приведи Боже,дурканёт по пневматике... У таких станков это чревато последствиями.Особенно с головой для торцевого фрезерования.
(но это вряд ли,потому,что у него рабочее положение - когда шпиндель пневматикой вниз опускает).Должны быть где-то кнопки вкл/выкл пневматики на каждый шпиндель.Или где-то пневморелюхи установлены.Посмотрите по пневмосистеме - разберётесь.Или сюда много-много фоток выкладывайте.Какой порядок работы поподробнее опишите.С пульта номер шпинделя читается из УП? или как на обработку УП запускаете? Как объясняете машине глупой какой головой работать?
Привод оси Z - один.Одна швп там стоит.На платформе висят четыре шпинделя,каждый на своих рельсах.На каждый шпиндель пневмоцилиндр.Когда пневматика выводит вниз до упора одну из голов - рабочее положение головы.Ищите где управление пневматикой.Либо кнопка,либо реле.
Больше фоток и описания.
P.S. Я,когда с этим разберёмся,расскаже ещё про пару поганок таких(многоголовых) аппаратов.
.В целом станок неплохой и сравнительно удобный.Но на запуск надо бы кого-то из спецов позвать.Чтобы все проводки подёргал,пневмосистему проверил... А то, не приведи Боже,дурканёт по пневматике... У таких станков это чревато последствиями.Особенно с головой для торцевого фрезерования.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#5
OFFLINE
zagzag2003
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Черновцы
Отправлено 05 Июнь 2011 - 22:45
Порядок работы такой:
- в Ucancam рисовал фигуру, и хотя при выводе УП там есть возможность каждой траектории указывать номер инструмента, но инструмент включается того номера, который указан в настройках программы (G-код в поле для смены инструмента, T(1-4)). Я пробовал менять - менялось, этим и выбирал инструмент.
- сохранял в формате nc, потом через ZHBUSBHandHost закидывал в пульт, где открывал, запускал... Поведение станка при этом такое: он "выдыхал" все 4 шпинделя вниз (вначале я капитально перепугался, когда он это делал в стол), потом втягивал их обратно, выдвигал нужный шпиндель и начинал вырисовывать так, как нужно: и по плоскости, и по Z. Но Z я ставил повыше, на глаз.
Пульт я изучал через распечатку-перевод с китайского, пока не скачал руководство для rznc-d5416 - то же самое, но переведено качественно. Соответствие с моим пультом полное, насколько я видел - уж так полазил, так полазил...
Есть "Смена инструмента" - можно увести инструмент в HOME, а потом он возвратится к работе.
Есть описание, как откалибровать 0 по C.A.D. датчику (его у нас нет), но снова же я не понимаю, как калибровать, если шпинделя спрятались и по любому не достанут до датчика. Т.е., ощущение, что описывается работа нормального одношпиндельного станка.
Спасибо большое за наводки и поддержку.
Завтра снова поеду к станку и просмотрю пневматику. Пофотографирую, если не найду чего-нибудь...
- в Ucancam рисовал фигуру, и хотя при выводе УП там есть возможность каждой траектории указывать номер инструмента, но инструмент включается того номера, который указан в настройках программы (G-код в поле для смены инструмента, T(1-4)). Я пробовал менять - менялось, этим и выбирал инструмент.
- сохранял в формате nc, потом через ZHBUSBHandHost закидывал в пульт, где открывал, запускал... Поведение станка при этом такое: он "выдыхал" все 4 шпинделя вниз (вначале я капитально перепугался, когда он это делал в стол), потом втягивал их обратно, выдвигал нужный шпиндель и начинал вырисовывать так, как нужно: и по плоскости, и по Z. Но Z я ставил повыше, на глаз.
Пульт я изучал через распечатку-перевод с китайского, пока не скачал руководство для rznc-d5416 - то же самое, но переведено качественно. Соответствие с моим пультом полное, насколько я видел - уж так полазил, так полазил...
Есть "Смена инструмента" - можно увести инструмент в HOME, а потом он возвратится к работе.
Есть описание, как откалибровать 0 по C.A.D. датчику (его у нас нет), но снова же я не понимаю, как калибровать, если шпинделя спрятались и по любому не достанут до датчика. Т.е., ощущение, что описывается работа нормального одношпиндельного станка.
Спасибо большое за наводки и поддержку.
Завтра снова поеду к станку и просмотрю пневматику. Пофотографирую, если не найду чего-нибудь...
#6
OFFLINE
3D-BiG
-

- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Июнь 2011 - 08:38
А можно поподробнее как у такого станка задается смена инструмента в программе? Есть ли со станком диск с документацией и прошивками для пульта? А если есть - то как можно получить эти файлы для изучения?.... И если возможно - то и фотографию коммутационной платы со всеми коммутациями...Здравствуйте.
Будьте добры, подскажите, как устанавливается ноль по Z на станке, у которого три шпинделя? В нормальном положении они все подняты, а когда запускаешь - один из них опускается (который - задается в УП) и пилит. Но ведь перед этим мне нужно поставить кончик фрезы на заготовку, а как, если она уже крутится и движется...
Станок с пультом RZNC-0509.
Читал о датчике C.A.D., такого у нас нет, но тоже не понятно, как же он сработает, если шпинделя подняты...
Заранее благодарю.
А С.А.D.-датчик можном самому подключить - как это делается я здесь на форуме описывал - процедура простая, да и сам датчик можно делать из подручных материалов, хотя при первых прикидках получается, что все-таки надо выставлять по оси горизонтального шпинделя, а для остальных выдвигать фрезы под него, т.к. в этой электроники нет варианта внесения в программу коррекции длинны инструмента, а также нет программного перехода на другую точку привязки, а по отдельности делать программы для каждого инструмента с ручным переходом на новую точку привязки - на мой взгляд - скучное занятие, да вдобавок возможность лишней ошибки....
Так что чисто теоретически проще помаяться с ручной привязкой по длине инструмента (в 0.5мм привязку делать на многошпиндельных копировщиках не проблема - знакомые ребята приловчились делать даже точнее), а далее делать всю обработку в одной программе...
Сообщение отредактировал 3D-BiG: 06 Июнь 2011 - 09:00
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#7
OFFLINE
zagzag2003
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Черновцы
Отправлено 07 Июнь 2011 - 04:11
Должны быть где-то кнопки вкл/выкл пневматики на каждый шпиндель.Или где-то пневморелюхи установлены.Посмотрите по пневмосистеме - разберётесь.
Дорогие мои, спасибо за отзывчивость и поддержку!
Распечатал сегодня ваши советы, собрался ехать к станку, а потом мне сообщили скайп-адрес китайца, который продавал этот станок. Тот товарищ пообещал задать этот вопрос ихним инженерам и через некоторое время пришел ответ:
- Нажать кнопку MENU три раза
- 0 1 2 3, Y+ Y-
Т.е., управление шпинделями было зарыто в двоичных данных...
Я вот думаю: разве об этом можно было догадаться? Очень, очень трудно без нормальной документации...
Может, кому-то пригодится этот случай, а я вас еще раз благодарю за поддержку. Спасибо!
#8
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 07 Июнь 2011 - 05:33
Как "плеваться шпинделями" разобрались. 
Осталась ещё куча вопросов:
1.Как задаётся ноль по X,Y,Z для каждого шпинделя?
2.Как прописываются смещения по шпинделям?Програмно?
3.Компенсации длины инструмента действительно нет.Как реализовываете?Все по одной высоте выставляете?
4.Програма пишется сразу под обработку несколькими шпинделями?Или на каждый шпиндель своя?
Осталась ещё куча вопросов:
1.Как задаётся ноль по X,Y,Z для каждого шпинделя?
2.Как прописываются смещения по шпинделям?Програмно?
3.Компенсации длины инструмента действительно нет.Как реализовываете?Все по одной высоте выставляете?
4.Програма пишется сразу под обработку несколькими шпинделями?Или на каждый шпиндель своя?
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#9
OFFLINE
zagzag2003
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Черновцы
Отправлено 07 Июнь 2011 - 06:00
"плеваться шпинделями" ))
У нас там есть Арткам, UcanCam, и пока я не разобрался, могут ли они писать несколько траекторий в один файл, и нужно ли это. Сегодня походу пробовали установить две фрезы на одну высоту, но передвигается ли по X,Y инструмент при его выборе - пока не пробовал, были заняты счастьем от вылезшего шпинделя.
Когда попробую - отпишусь, пока нечем хвастаться... Хотелось бы, конечно, закинуть программу и дальше чтобы оно всё само, всеми шпинделями ))
У нас там есть Арткам, UcanCam, и пока я не разобрался, могут ли они писать несколько траекторий в один файл, и нужно ли это. Сегодня походу пробовали установить две фрезы на одну высоту, но передвигается ли по X,Y инструмент при его выборе - пока не пробовал, были заняты счастьем от вылезшего шпинделя.
Когда попробую - отпишусь, пока нечем хвастаться... Хотелось бы, конечно, закинуть программу и дальше чтобы оно всё само, всеми шпинделями ))
#10
OFFLINE
3D-BiG
-
- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 07 Июнь 2011 - 08:57
Про UcanCam - не подскажу - не разбирался, а вот ArtCAM вполне позволяет при правильно написанном постпроцессоре делать программы для ЧПУ со сменой инструмента, только тогда надо однозначно надо для фрез прописывать номер инструмента..Но здесь проблема в том, что в стандартных прошивках на такие пульты нет механизма прописывания разницы длин инструмента, или переход на друг, а может быть в специализированных прошивках это есть - поэтому для изучения и хочу посмотреть информацию по этому станку...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#11
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 07 Июнь 2011 - 09:44
zagzag2003 - когда пройдёт первый восторг дайте знать
Чтобы точно выставить все ноли и высоты по Z лучше привязать каждый шпиндель к своей общей нулевой точке(меняя базу под каждый шпиндель).Проверено.Работает.Правда приходится запускать на каждый шпиндель свою программу(переключая базы).Чуть дольше,чем прописывать все шпинделя в одну программу,зато надёжно.И пульт, именно это, умеет хорошо.
Чтобы точно выставить все ноли и высоты по Z лучше привязать каждый шпиндель к своей общей нулевой точке(меняя базу под каждый шпиндель).Проверено.Работает.Правда приходится запускать на каждый шпиндель свою программу(переключая базы).Чуть дольше,чем прописывать все шпинделя в одну программу,зато надёжно.И пульт, именно это, умеет хорошо.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#12
OFFLINE
zagzag2003
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Черновцы
Отправлено 09 Июнь 2011 - 18:26
Восторг еще не прошел 
Пока до координат не добрался, хотя понял, о чем это: о 16 координатных системах, которые можно выбирать.
Нули под каждый шпиндель сделали пока так: вымеряли расстояние между шпинделями, программы - для каждого шпинделя отдельно, и когда меняется программа - сдвигаю по иксу на уже известное расстояние, и там и XY-нуль ставлю. По Z мы подкрутили фрезы на один уровень - вроде, попали )))
Порезал дверь (фото цепляю), все пути совпали, значит, пока сойдет )))) Это победа!
Спасибо за советы, я ими активно пользуюсь. Всё-таки, слово специалиста заменяет главу руководства.
Пока до координат не добрался, хотя понял, о чем это: о 16 координатных системах, которые можно выбирать.
Нули под каждый шпиндель сделали пока так: вымеряли расстояние между шпинделями, программы - для каждого шпинделя отдельно, и когда меняется программа - сдвигаю по иксу на уже известное расстояние, и там и XY-нуль ставлю. По Z мы подкрутили фрезы на один уровень - вроде, попали )))
Порезал дверь (фото цепляю), все пути совпали, значит, пока сойдет )))) Это победа!
Спасибо за советы, я ими активно пользуюсь. Всё-таки, слово специалиста заменяет главу руководства.
Прикрепленные изображения

#13
OFFLINE
Ganch_er
-

- Пользователи+
-
- 874 сообщений
Доктор CNC
- Пол:Мужчина
- Город:КИЕВ
-
Из:Киев
Отправлено 25 Август 2011 - 11:54
У нас тоже была такая проблема и сделали "кнопку" auto tul zero:
сделали из оргстекла калибр допустим 50мм, ставим его на заготовку
станком выезд в ноль
откручиваем крепление шпинделя и опускаем до касания фрезой о калибр, зажимаем шпиндель.
при смене фрезы процедура повторяется. Если фрезы сильно отличаются по высоте - калибр 100мм.
координаты нуля потом можно пересчитать.
сделали из оргстекла калибр допустим 50мм, ставим его на заготовку
станком выезд в ноль
откручиваем крепление шпинделя и опускаем до касания фрезой о калибр, зажимаем шпиндель.
при смене фрезы процедура повторяется. Если фрезы сильно отличаются по высоте - калибр 100мм.
координаты нуля потом можно пересчитать.
Темы с аналогичным тегами привязка по Z




Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

