
Здравствуйте, есть стальной компазит 2мм со стенками 0.2 мм, первый раз режу ушатал все фрезы какие есть , не могу подобрать скорость реза и скорость вращения шпинделя , кто резал стальной композит, помогите! Фреза для фаски скорость реза 1800 мм/мин, обороты 21000 вот на таких значениях пробовал, не получается со временем начинает фреза плавиться

Сообщений в теме: 12
#1
Ссылка на это сообщение #1") OFFLINE
OFFLINE
korzetskiy
-
- Пользователи+
-

- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тамбов
Отправлено 15 Октябрь 2024 - 21:09
#2
OFFLINE
lkbyysq
-

- Cтарожил
-
- 9 926 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 16 Октябрь 2024 - 03:03
Что за станок? Фото.
Сообщение отредактировал lkbyysq: 16 Октябрь 2024 - 03:03
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#3
OFFLINE
Admin
-

- Главные администраторы
-
- 1 800 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 16 Октябрь 2024 - 10:04
И фото фрезы.Фреза для фаски
Вы ее используете именно для снятия фаски или для раскроя или для обработки места сгиба на стальной композитной панели (СКП)?
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#4
OFFLINE
vv92
-

- Cтарожил
-
- 9 370 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 16 Октябрь 2024 - 11:17
"Я уже им и унитаз приносил, и жопу показывал - нет у них туалетной бумаги".
Резал эту хрень давно. Кроил трех или четырехзаходной троечкой по стали, из древних запасов, сейчас не вспомню. Фреза с покрытием и возможно из быстрореза. Под сгиб использовал дешевую твердосплавную фрезу по дереву со сточенным концом, других рядом не было. Фрезы садятся быстро, видимо сильно греются. Обороты опустил до 12000.
Кстати, ржаветь начал этот композит довольно скоро, вроде года не прошло. Царапинки и места реза.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#5
OFFLINE
korzetskiy
-
- Пользователи+
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тамбов
Отправлено 16 Октябрь 2024 - 12:06
И фото фрезы.
Вы ее используете именно для снятия фаски или для раскроя или для обработки места сгиба на стальной композитной панели (СКП)?
Станок:
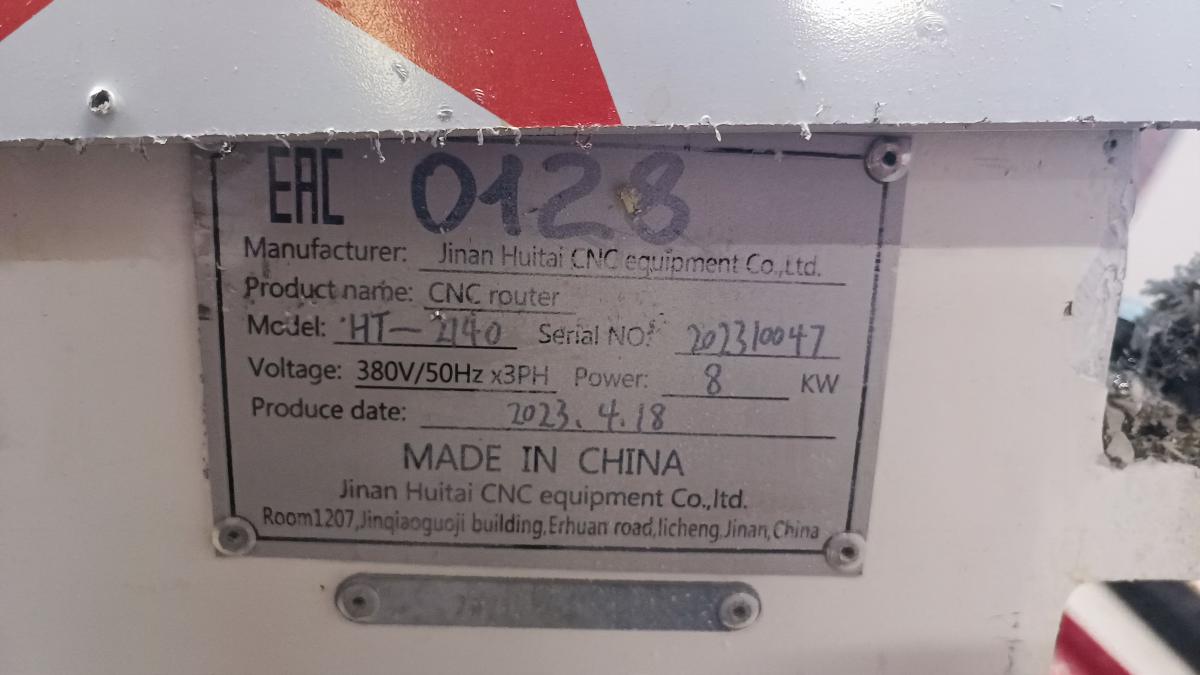
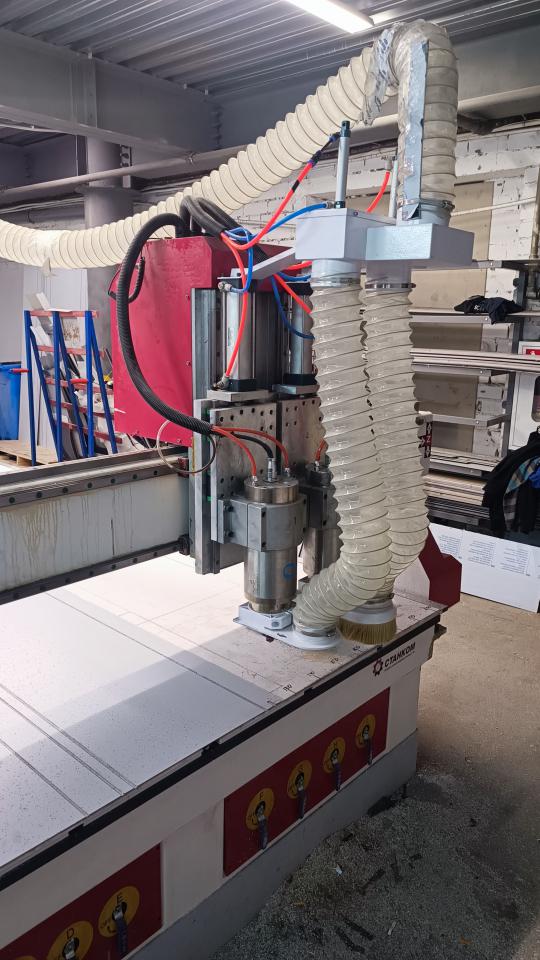
Подачи воздуха нет! Планируем сделать.
Фреза для резки:
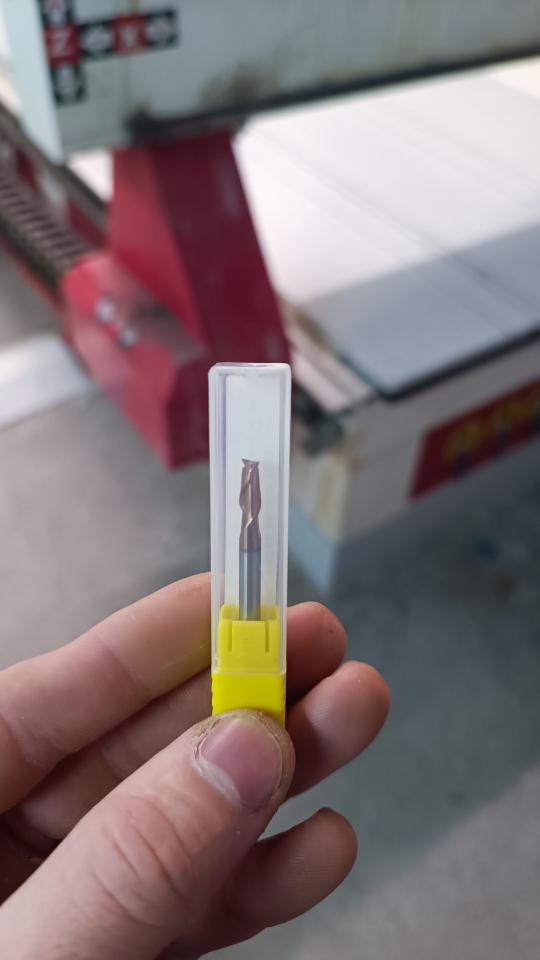
Фреза для резки проходит хорошо на скорости 1800 мм/м и 21000 оборотов шпинделя
Фреза для фаски:

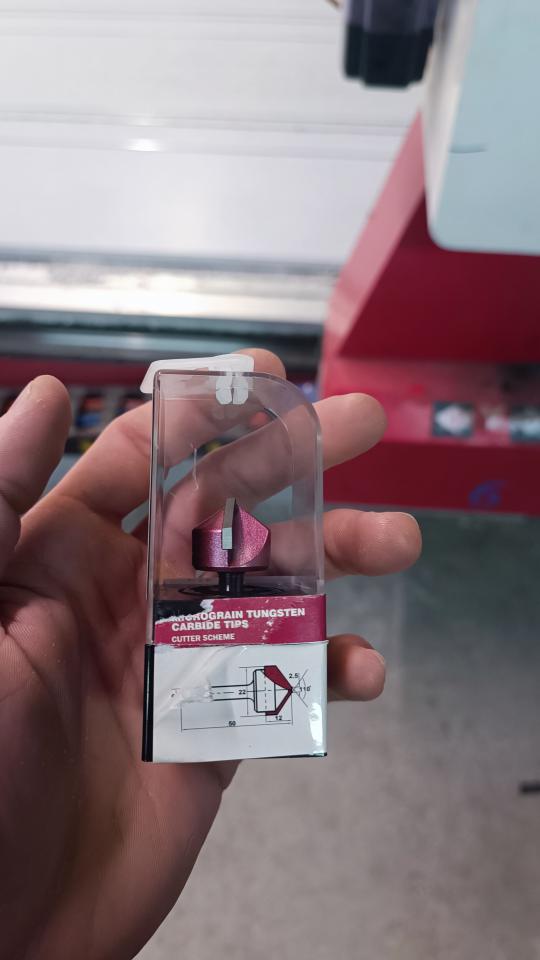
Вот параметры для этой фрезы не удается найти, если слишком мало оборотов делать, то наплавляет, слишком много то в итоге фреза портится спустя 5 метров фаски.
А вот сама панель:


Толщина стали 0.3 мм , общая толщина 2 мм
#6
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 926 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 16 Октябрь 2024 - 15:18
А вот сама панель:
Поправьте, если я ошибаюсь.
"Алюминстрой FR — слабогорючий алюмокомпозит." - там нет оцинкованного железа.
Берите для резки однозаходную фрезу по алюминию с полированной канавкой и максимально малой длиной рабочей части.
Что до V-образной, то... да просто тупая фреза. Не должно быть проблем. 1800 подачи правда маловато на мой взгляд. Пять соток - десятку на зуб подачу сделать. поставить.
Так-то станок должен позволять, не было б люфтов только. Звук работы приятный должен быть, не звенеть.
Сообщение отредактировал lkbyysq: 16 Октябрь 2024 - 15:35
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#7
OFFLINE
Admin
-
- Главные администраторы
-
- 1 800 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 17 Октябрь 2024 - 07:41
Вот параметры для этой фрезы не удается найти, если слишком мало оборотов делать, то наплавляет, слишком много то в итоге фреза портится спустя 5 метров фаски.
На фрезу наплавляется наполнитель или сам металл? Или на кончике происходит наклеп металла?
Сделайте крупное фото кончика до и после наплавления.
Если все таки это не алюминиевый, а стальной композит (СКП), то для обработки места сгиба лучше использовать круглые фрезы (типа KS2QX616 или KS2QX822).
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#8
OFFLINE
альфа стиль
-

- Опытный
-
- 880 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 17 Октябрь 2024 - 10:35
Таки СКП или АКП?
#9
OFFLINE
senator2015
-
- Пользователи+
-
- 96 сообщений
Студент
- Пол:Мужчина
-
Из:Ярославль
Отправлено 17 Октябрь 2024 - 15:11
Судя по сайту алюминстроя это обычный акп с негорючей внутрянкой и покрытием каким то. Под сгиб режем такими же фрезами на подаче 14 м/мин. ЗАХОД ОБЯЗАТЕЛЬНО НЕ ВЕРТИКАЛЬНЫЙ, а зигзагообразный.
#10
OFFLINE
korzetskiy
-
- Пользователи+
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тамбов
Отправлено 21 Октябрь 2024 - 11:23
На фрезу наплавляется наполнитель или сам металл? Или на кончике происходит наклеп металла?
Сделайте крупное фото кончика до и после наплавления.
Если все таки это не алюминиевый, а стальной композит (СКП), то для обработки места сгиба лучше использовать круглые фрезы (типа KS2QX616 или KS2QX822).
Это стальная композитная панель
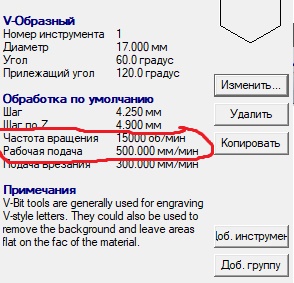
интересуют выделенные параметры , частота вращения и рабочая подача в мм/м
Прикрепленные изображения



#11
OFFLINE
Admin
-
- Главные администраторы
-
- 1 800 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 21 Октябрь 2024 - 14:49
Для сгиба стальной композитной панели (СКП) лучше использовать двузаходные круглые фрезы с покрытием диаметром 6-8мм.
Ориентир по режимам: обороты 15000об/мин, подача 4500-6000мм/мин.
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#12
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 926 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 21 Октябрь 2024 - 20:02
Результат на фото впечатляет.
"Круглая" фреза в отличие от сгоревшей на фото имеет совершенно иную форму заточки зуба в зоне реза железа.
И если хотите уменьшить подачу, то снижайте обороты тоже, сохраняя рекомендуемое значение "подача на зуб".
Ну то есть, если хотите подачу 500, то обороты ставьте 1500.
Иначе станок не успеет как следует подвинуться, чтобы надавить лезвием фрезы на материал, чтобы врезаться, как фреза уже повернулась. Лезвие в результате погладило-потёрлось по кромке железа и нагрелось.
"Круглая" фреза в отличие от сгоревшей на фото имеет совершенно иную форму заточки зуба в зоне реза железа.
И если хотите уменьшить подачу, то снижайте обороты тоже, сохраняя рекомендуемое значение "подача на зуб".
Ну то есть, если хотите подачу 500, то обороты ставьте 1500.
Иначе станок не успеет как следует подвинуться, чтобы надавить лезвием фрезы на материал, чтобы врезаться, как фреза уже повернулась. Лезвие в результате погладило-потёрлось по кромке железа и нагрелось.
Сообщение отредактировал lkbyysq: 21 Октябрь 2024 - 20:44
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#13
OFFLINE
korzetskiy
-
- Пользователи+
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тамбов
Отправлено 22 Октябрь 2024 - 11:04
Благодарю за ответы, буду пробовать!
Темы с аналогичным тегами Обработка СКП
Фрезерно-гравировальное оборудование →
Производственные вопросы →
Работа с композитом (АКП, СКП) →
Фрезеровка стального композита (СКП)Автор metalmak , 25 Авг 2016 |
|
|
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}