


УП:
G54
M6T5
G43H5
M3S18000
G90
G0X0.000Y0.000
G0Z80.000
G0X68.000Y68.000Z80.000
G1Z8.000F2100.0
G1X60.000Y60.000Z16.000
X68.000Y68.000Z8.000
X377.000Y68.000
X385.000Y60.000Z16.000
X377.000Y68.000Z8.000
Y287.000
X385.000Y295.000Z16.000
X377.000Y287.000Z8.000
X68.000
X60.000Y295.000Z16.000
X68.000Y287.000Z8.000
Y68.000
G0Z80.000
G0X0.000Y2500.00
M5
M30
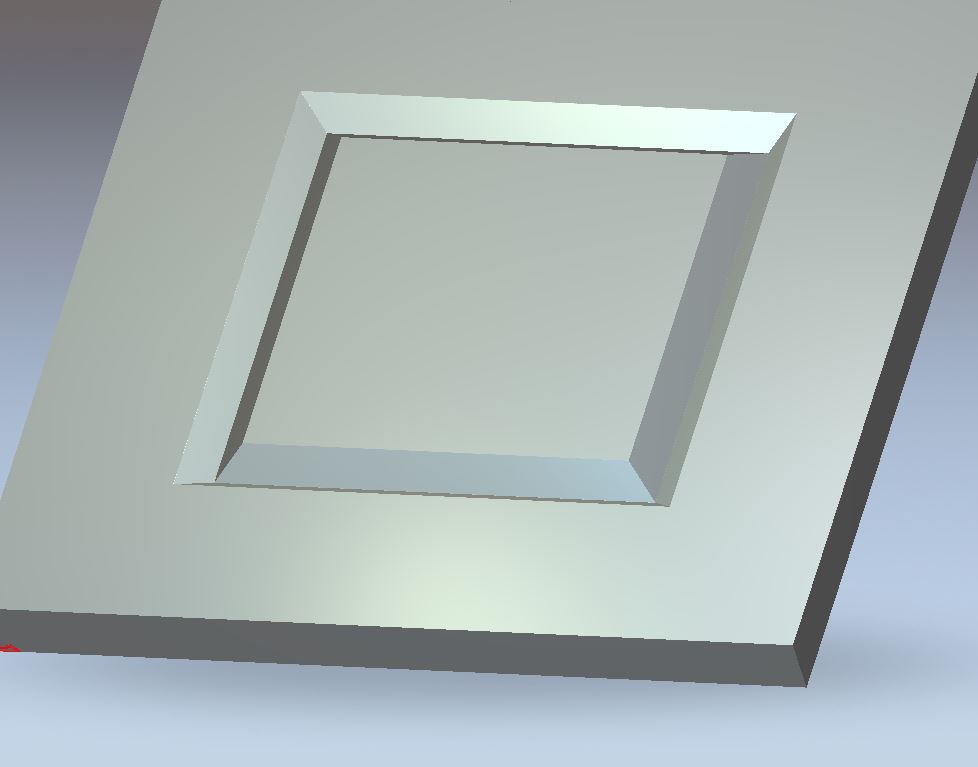
Должно получаться так:
А получается вот так:
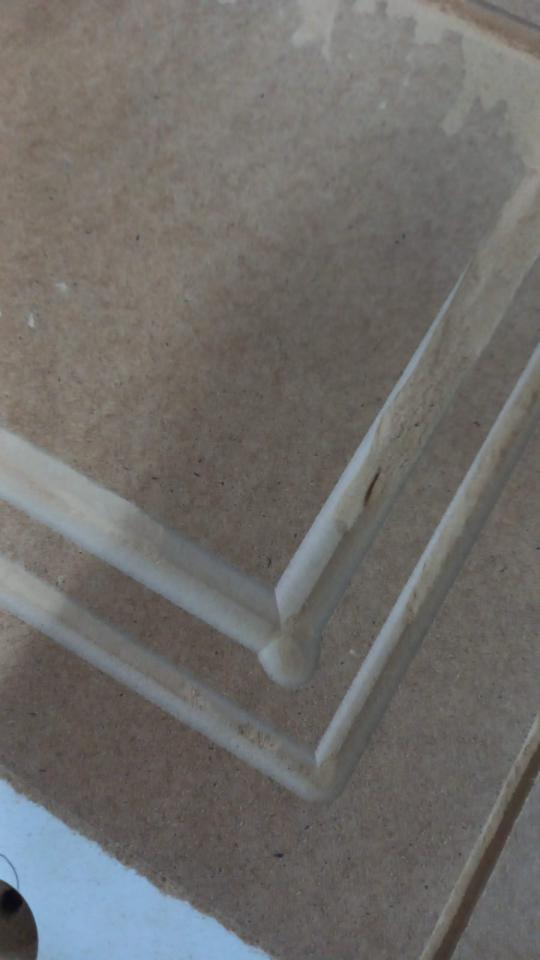
Неправильно подрезает углы. При гравировке по средней линии такая же ерунда, те же дефекты. Эта же УП на другом станке, со стойкой Sintec отрабатывает нормально.
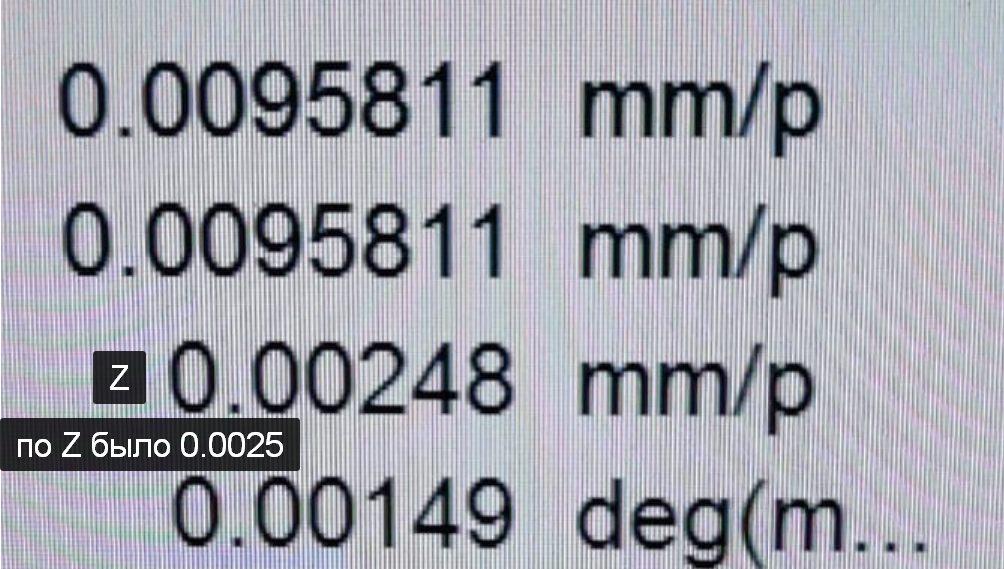
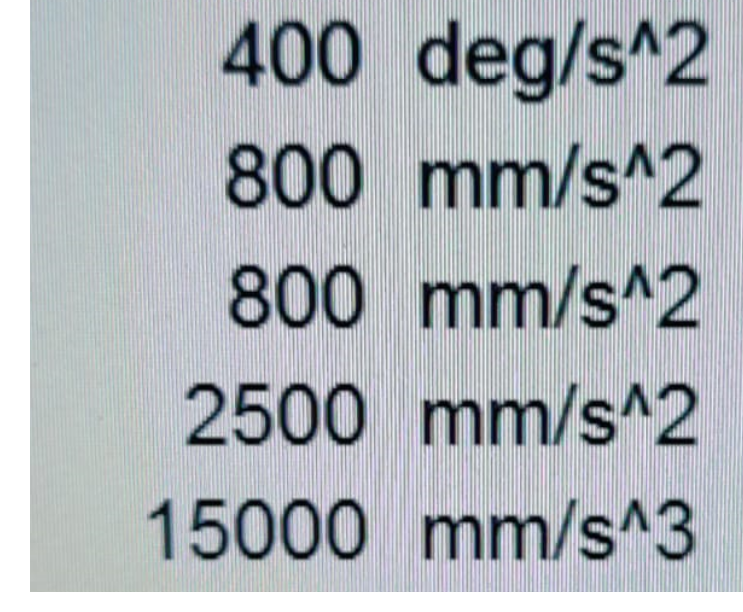
Из за чего такое может быть?
Постпроцессор использовался этот:
;
; G - Code configuration file
;
; History
;
; Who Yura When What
;
DESCRIPTION = "syntec"
;
FILE_EXTENSION = "cnc"
;
UNITS = MM
;
; Cariage return - line feed at end of each line
;
END_OF_LINE = "[13][10]"
;
; Block numbering
;
LINE_NUM_START = 0
LINE_NUM_INCREMENT = 10
LINE_NUM_MAXIMUM = 999999
;
; Set up default formating for variables
;
; Line numbering
FORMAT = [N|@|N|1.0]
; Spindle Speed
FORMAT = [S|@|S|1.0]
; Feed Rate
FORMAT = [F|#|F|1.1]
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
FORMAT = [Y|#|Y|1.3]
FORMAT = [Z|#|Z|1.3]
; Home tool positions
FORMAT = [XH|@|X|1.3]
FORMAT = [YH|@|Y|1.3]
FORMAT = [ZH|@|Z|1.3]
;
; Set up program header
;
START = "G54"
START = "M6T[T]"
START = "G43H[T]"
START = "M3[S]"
START = "G90"
START = "G0[XH][YH]"
START = "G0[ZH]"
;
; Program moves
;
RAPID_RATE_MOVE = "G0[X][Y][Z]"
FIRST_FEED_RATE_MOVE = "G1[X][Y][Z][F]"
FEED_RATE_MOVE = "[X][Y][Z]"
FIRST_CW_ARC_MOVE = "G2[X][Y]R[Radius][F]"
CW_ARC_MOVE = "G2[X][Y]R[Radius]"
;
FIRST_CCW_ARC_MOVE = "G3[X][Y]R[Radius][F]"
CCW_ARC_MOVE = "G3[X][Y]R[Radius]"
;
; Toolchange Sections
;
TOOLCHANGE = "M5"
TOOLCHANGE = "M6T[T]"
TOOLCHANGE = "G43H[T]"
TOOLCHANGE = "M3[S]"
TOOLCHANGE = "G90"
TOOLCHANGE = "G0[ZH]"
;
; End of file
;
END = "M5"
END = "M30"
УП готовится в арткам.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}