
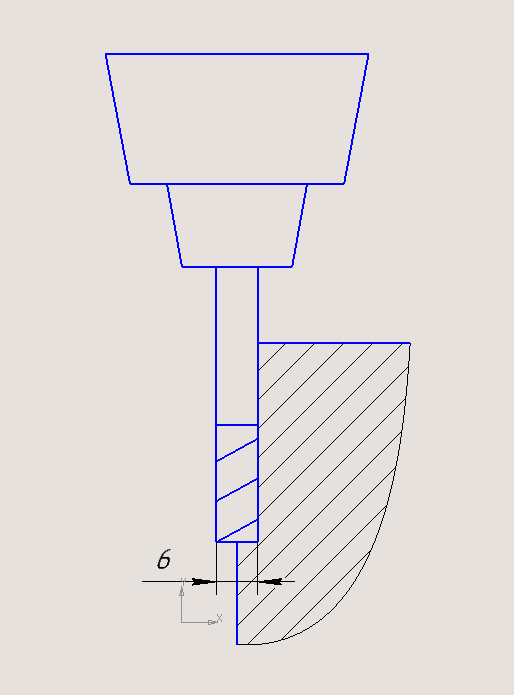
Прошу прощения, что не по теме темы, просто чтобы их не плодить... Подскажите, пожалуйста, ответ на нубский вопрос: можно ли фрезеровать 6 мм фрезой с рабочей поверхностью 17 мм на большую глубину, чем ее рабочая поверхность. Как на схеме. Или это по какой-то причине чревато.

Фрезеровка на глубину больше чем рабочая часть фрезы
Автор
Harh
, 06 Июн 2022 11:34
Сообщений в теме: 13
#1
 OFFLINE
OFFLINE
Harh
-
- Пользователи+
-

- 40 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 06 Июнь 2022 - 11:34
#2
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 06 Июнь 2022 - 11:54
можно ли фрезеровать
Фреза, хоть на ощупь и твердая, тоже немного гнется под нагрузкой.
Нарисуйте нагрузку и изогнутую из-за нее фрезу. Многое станет понятно.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#3
OFFLINE
vv92
-

- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 06 Июнь 2022 - 12:12
Обработка трением.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#4
OFFLINE
niksooon
-

- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 06 Июнь 2022 - 12:13
злые вы ..... не рабочая часть фрезы(хвостовик) будет затирать по уже обработанной поверхности . выход-покупать фрезы с обнижением хвостовика
вот как на картинке к примеру-D2несколько менше чем D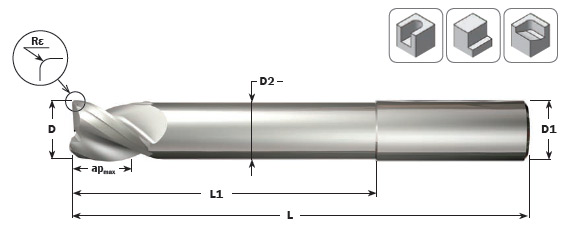
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#5
OFFLINE
Harh
-
- Пользователи+
-
- 40 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 06 Июнь 2022 - 12:38
Ох уж наши Российские форумы, где тебе всегда с чувством, с толком, с расстановкой объяснят, какой ты М, при этом не отвечая на вопрос 
 Но при этом прекрасно и то, что найдутся люди, которые всё-таки объяснят. Никсон, спасибо за науку.
Но при этом прекрасно и то, что найдутся люди, которые всё-таки объяснят. Никсон, спасибо за науку.
Значит не зря опасался. Заплавил фрезу, мой косяк. Т.к. просто по основной работе не имею возможности по времени, сказал нашим, купите вот енту 6 мм, у нее 23 мм рабочий ход, нам хватит. Сказали "Хорошо". Прихожу на следующий день: 3 фрезы. Одна на 6 мм с рабочим 17 (не покатит), две на 5 мм, когда у нас даже цанги такой нет - "Какие были, такие Дядя Лёня с работы и упер". Станок - дерьмо, фрезеровщик, т.е. я - эмм... ну в общем тоже того еще сорта. Так и живем и в этом работает Ужась 
#6
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 06 Июнь 2022 - 16:22
Ужась.
Никсон, от такой подставы малого я от тебя не ожидал. Что за фрЕзу ты ему подсуропил?
Harh, вот ещё раз перечитайте то, что я Вам написал.
И впредь не путайте подсказки с наставлениями на путь истинный.
Послушайте Суворова, раскиньте мозгами виртуально.
Сообщение отредактировал lkbyysq: 06 Июнь 2022 - 17:16
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#7
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 06 Июнь 2022 - 17:13
Прошу прощения, что не по теме темы, просто чтобы их не плодить... Подскажите, пожалуйста, ответ на нубский вопрос: можно ли фрезеровать 6 мм фрезой с рабочей поверхностью 17 мм на большую глубину, чем ее рабочая поверхность. Как на схеме. Или это по какой-то причине чревато.
1. Даже у весьма приличных изготовителей фрез Ф рабочей части на 0,01-0,025 МЕНЬШЕ хвостовика, т.е. хвостовик Ф10,00 и соотв рабочая часть Ф9,98.
2. Из этого вывод - хвостовик будет тереться по уже обработанной поверхности. На Ал появится темная полоса от этого контакта + появится некая конусность стенок, т.к. фрезу будет отжимать.
3. Делать там можно (если совсем нет вариантов). Но правильнее купить удлинненную фрезу и именно ей делать только чистовой проход - это будет уже нормальное решение.
Как пример: фреза Ф6, вылет 25mm. Обрабатываем +0,20мм на глубину 16,00. Потом на глубину 24 с припуском +0,25. Чистовой проход удлиннённой Ф6 на всю глубину +0,00.
#8
OFFLINE
Harh
-
- Пользователи+
-
- 40 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 06 Июнь 2022 - 21:57
Harh, вот ещё раз перечитайте то, что я Вам написал.
Перечитал. Даже понял. Но помогает это немного постольку-поскольку. То, что фреза (а в нашем случае вместе со станком!) гнется, это я уже понял, померив обработанную поверхность и увидев на ней 120.2 вместо 120. Сотые доли даже считать не буду, бо незачем... Для этого решил пройтись по уже обработанному периметру еще раз "вхолостую".
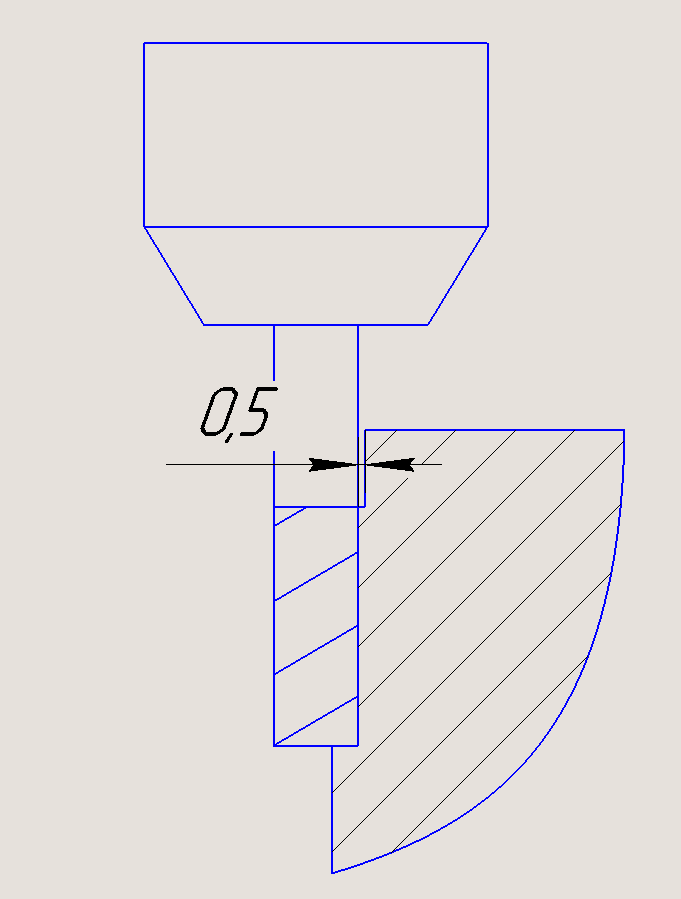
Проблему до некоторой меры решил тем, что, т.к. места начала обработки там не настолько критичные, просто планирую там сделать небольшое заглубление от внешнего размера, чтобы решить эту проблему. Решение вроде простое, но в голову пришло, только когда уже пришел в "цех" и посмотрел на станок.
Послушайте Суворова, раскиньте мозгами виртуально.
У меня уже и так мозги вместо обоев
1. Даже у весьма приличных изготовителей фрез Ф рабочей части на 0,01-0,025 МЕНЬШЕ хвостовика, т.е. хвостовик Ф10,00 и соотв рабочая часть Ф9,98. 2. Из этого вывод - хвостовик будет тереться по уже обработанной поверхности. На Ал появится темная полоса от этого контакта + появится некая конусность стенок, т.к. фрезу будет отжимать.
Интересная инфа, не знал, спасибо.
Очень надеюсь, что пока вопрос будет закрыт хотя бы на некоторое время.
Прикрепленные изображения
#9
OFFLINE
LjohaDushnqi
-

- Пользователи+
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 14 Июль 2022 - 14:26
Можно. Только если фреза прямая. Если у вас хвостоуик будет шире по диаметру остальной части, то пропиливать насковозь — плохая идея. Так как хвостовик шире, а у него нет резьбы и он будет не прорабатывать материал, а тупо давить. А если прямой, то нужно сначала углубиться на рабочую поверхность, а во второй заход и далее уже на большую глубину.
#10
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 14 Июль 2022 - 16:16
Как уже сказали ранее, хвостовик ВСЕГДА БОЛЬШЕ режущей части по диаметру минимум на 0.01-0.025мм в связи с особенностями заточки режущих кромок при изготовлении фрезы из прутков.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#11
OFFLINE
Harh
-
- Пользователи+
-
- 40 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 15 Июль 2022 - 12:11
За информацию спасибо, но да, уже в голове уложил, что, если явно не видно обратного, хвостовик будет толще рабочей части, почему резать таким образом на большую глубину, нежели рабочая, больше и не планирую.
Из плюсов: прорезал заготовку с двух сторон с переворотом заготовки в тисках, формируя прямоугольник... Границы совпали, что не может не радовать )
#12
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Июль 2022 - 00:04
хвостовик ВСЕГДА БОЛЬШЕ режущей части по диаметру минимум на 0.01-0.025мм в связи с особенностями заточки режущих кромок при изготовлении фрезы из прутков.
Не всегда: есть фрезы у которых хвостовик меньше режущей кромки... Например, KS2LX6822 при хвостовике 6мм имеет диаметр режущей кромки 8мм длиной 22м при общей длине 100мм...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#13
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 18 Июль 2022 - 03:06
Частные случаи не применимы к анализу общности.
Есть и Ф16х10 на хвостовик 10, ну и? Это частный случай и экзотика. Соответственно не применимо для анализа абсолютного большинства ситуаций.
Есть и Ф16х10 на хвостовик 10, ну и? Это частный случай и экзотика. Соответственно не применимо для анализа абсолютного большинства ситуаций.
#14
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 24 Июль 2022 - 09:09
Просто это специальные фрезы для фрезеровки таких мест...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}