


Приветствую
Вопрос нубский... Есть заготовка Д16Т, есть фрезы разные, концевые 3,4 и 6 мм (3-заходные 3 и 4 мм и 4-заходная 6 мм) и несколько конусных сферических на 2 мм диамтером шарика максимум. Вопрос: как получить относительно гладкую верхнюю поверхность? Речь не про зеркало, но про то, что хотя бы ногтем не цепляется, т.к. у меня получается лютая чешуя.
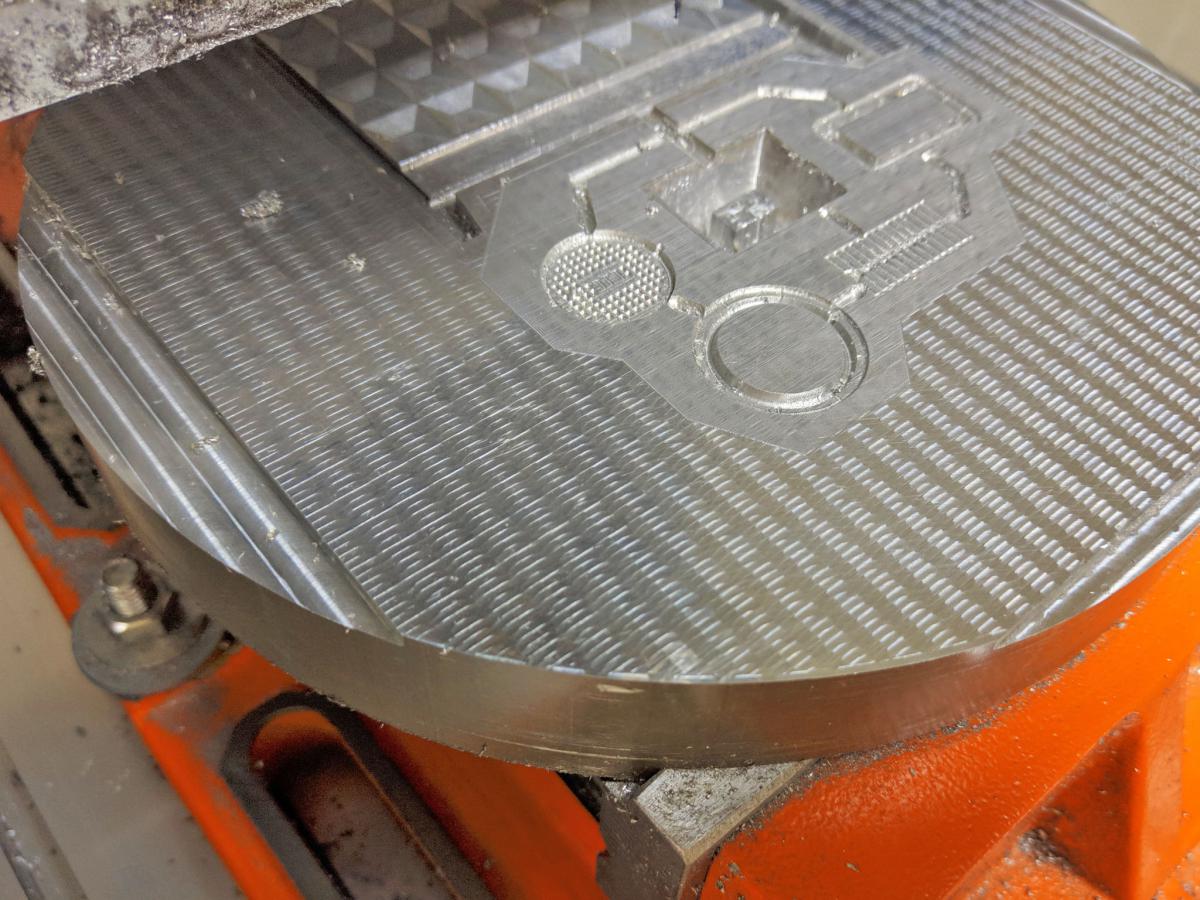
Вводные: знания уровня "я недавно увидел ЧПУ станок", расчет подачи через FeedCalc (500-1200 в минуту в зависимости от фрезы), подача на зуб по таблице из интернета 0.02 для 4 мм или 0.03 для 6 мм фрезы, смещение 30%, скорость реза 180 мм. Если по фидкальку получается огромные значения оборотов, уменьшаем скорость реза,чтобы не превышать 20К оборотов. Шпиндель 22 или 24К оборотов на 2.2кВт. Заглубление, если верно помню 0.2 для фрезы 4 мм и 0.5 для 6 мм. Результат на фото. Специально не сообразил сфотографировать, потому что есть. Однородная повторяющаяся структура, которая даже ногтем цепляется. Вначале делалась обработка 6 мм с небольшим заглублением, скорее всего 0.5, потом 4 мм с заглублением 0.2. Фрезеровка под эмульсией. Подскажите, пожалуйста, что я делаю не так.
Есть у меня подозрение, что недостаточно заглубляюсь, во всяком случае, когда делали обработку в другом месте 6 мм фрезой на заглубление 0.8 мм, то получилась хорошая поверхность с небольшим зубцом на границах, но типичная для фрезеровки с почти глянцевой серединой между шагами фрезы. Мысли в духе "надо было 6 мм фрезой больше заглубляться, потом бы 4 мм такую кашу не делала", но мысль не совсем оформившаяся, потому спрашиваю совета.
Спасибо






 Когда мысль осенила поискать форумы по ЧПУ и, как результат, тут спросить, тиски вродь уже купили. Или просто владельцы станка хотели здесь и сейчас купить, уже не упомню. В общем, теперь временно придется работать с тем, что есть, т.к. все равно лучше, чем струбцинами на столе фиксировать. А то и так: датчика длины инструмента нээт (на слух сферическую фрезу D0.5 контакт определять при опуске-калибровке - это полное ага), центроискателя - нээт - то же самое, на слух об границы заготовки ловим. Ну да ладно.
Когда мысль осенила поискать форумы по ЧПУ и, как результат, тут спросить, тиски вродь уже купили. Или просто владельцы станка хотели здесь и сейчас купить, уже не упомню. В общем, теперь временно придется работать с тем, что есть, т.к. все равно лучше, чем струбцинами на столе фиксировать. А то и так: датчика длины инструмента нээт (на слух сферическую фрезу D0.5 контакт определять при опуске-калибровке - это полное ага), центроискателя - нээт - то же самое, на слух об границы заготовки ловим. Ну да ладно.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}