
специфика промышленных стоек - 100 с точкой воспринимается как сто мм , а 100 без точки -это 100 микрон (0.1 мм)зачем после целого числа в координатах "." ставить, если далее ничего нет?

100 с точкой воспринимается как сто мм, а 100 без точки - это 100 микрон
Автор
niksooon
, 12 Сен 2021 12:22
Сообщений в теме: 20
#1
 OFFLINE
OFFLINE
niksooon
-
- Cтарожил
-

- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 12 Сентябрь 2021 - 12:22
#2
OFFLINE
Dark Knight
-
- Опытный
-
- 1 313 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 12 Сентябрь 2021 - 12:30
специфика промышленных стоек - 100 с точкой воспринимается как сто мм , а 100 без точки -это 100 микрон (0.1 мм)
Возможно, но перемещается на нужное количество мм, а не микрон, с точкой и без, хоть *.000
#3
OFFLINE
niksooon
-
- Cтарожил
-
- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 12 Сентябрь 2021 - 12:49
Возможно, но перемещается на нужное количество мм, а не микрон,
все зарегламентированно в ISO 6983-1:1982 и ГОСТ 20999-83.
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#4
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 12 Сентябрь 2021 - 12:59
все зарегламентированно в ISO 6983-1:1982 и ГОСТ 20999-83.
В ГОСТе сказано, что это зависит от конкретной стойки.
"последовательности цифр.
3.1.2. Слова в управляющей программе должны быть записаны одним из двух способов:
без использования десятичного знака (подразумеваемое положение десятичной запятой);
с использованием десятичного знака (явное положение десятичной запятой).
3.1.3. Подразумеваемое положение десятичной запятой должно быть определено в характеристиках формата конкретного УЧПУ.
3.1.4. При записи слов с использованием десятичного знака слова, в которых десятичный знак отсутствует, должны отрабатываться УЧПУ как целые числа."
https://docs.cntd.ru...ment/1200024215
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#5
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 12 Сентябрь 2021 - 14:22
специфика промышленных стоек - 100 с точкой воспринимается как сто мм , а 100 без точки -это 100 микрон (0.1 мм)
ИМХО очень спорное утверждение.
Не встречал такого вообще.
На какой стойке этом можно повторить?
Для более/менее современных Хаас, Синумерик, Митсубиши, Фанук это утверждение не в силе. Знаю, т.к. ими пользуюсь и пишу ПП для них.
Хайденхайма и Окумы нет под рукой для проверки, увы.
#6
OFFLINE
niksooon
-
- Cтарожил
-
- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 12 Сентябрь 2021 - 14:34
из современных стоек на delta nc300 точку однозначно надо ставить(на практике проверено некоторое время назад)........и параметр отвечающий за её толкование так и не нашел 
Сообщение отредактировал niksooon: 12 Сентябрь 2021 - 18:54
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#7
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 12 Сентябрь 2021 - 15:43
В мануала (2 разных пролистал) я явного указания на такой формат не нашёл. Быть может, что-то так и реализовано, однако - странно.
Спасибо за идею, может пригодиться.
Как то не считаю такие решения индустриальными.
Спасибо за идею, может пригодиться.
Как то не считаю такие решения индустриальными.
Сообщение отредактировал ShadowVoice: 12 Сентябрь 2021 - 15:47
#8
OFFLINE
niksooon
-
- Cтарожил
-
- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 12 Сентябрь 2021 - 17:44
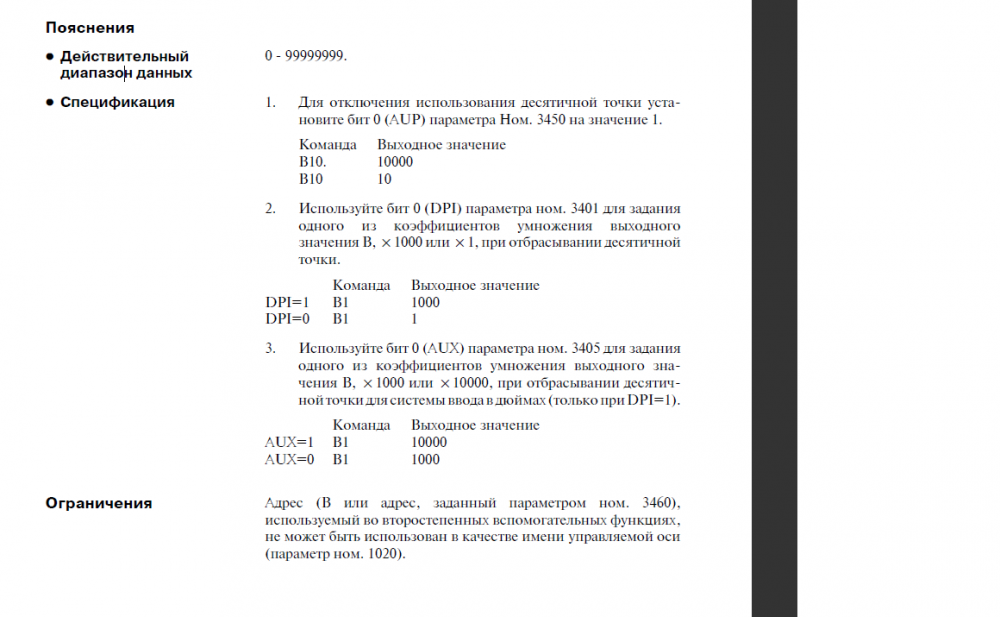
Это из руководства на Fanuc 0i MC.
а ниже скрин из руководства
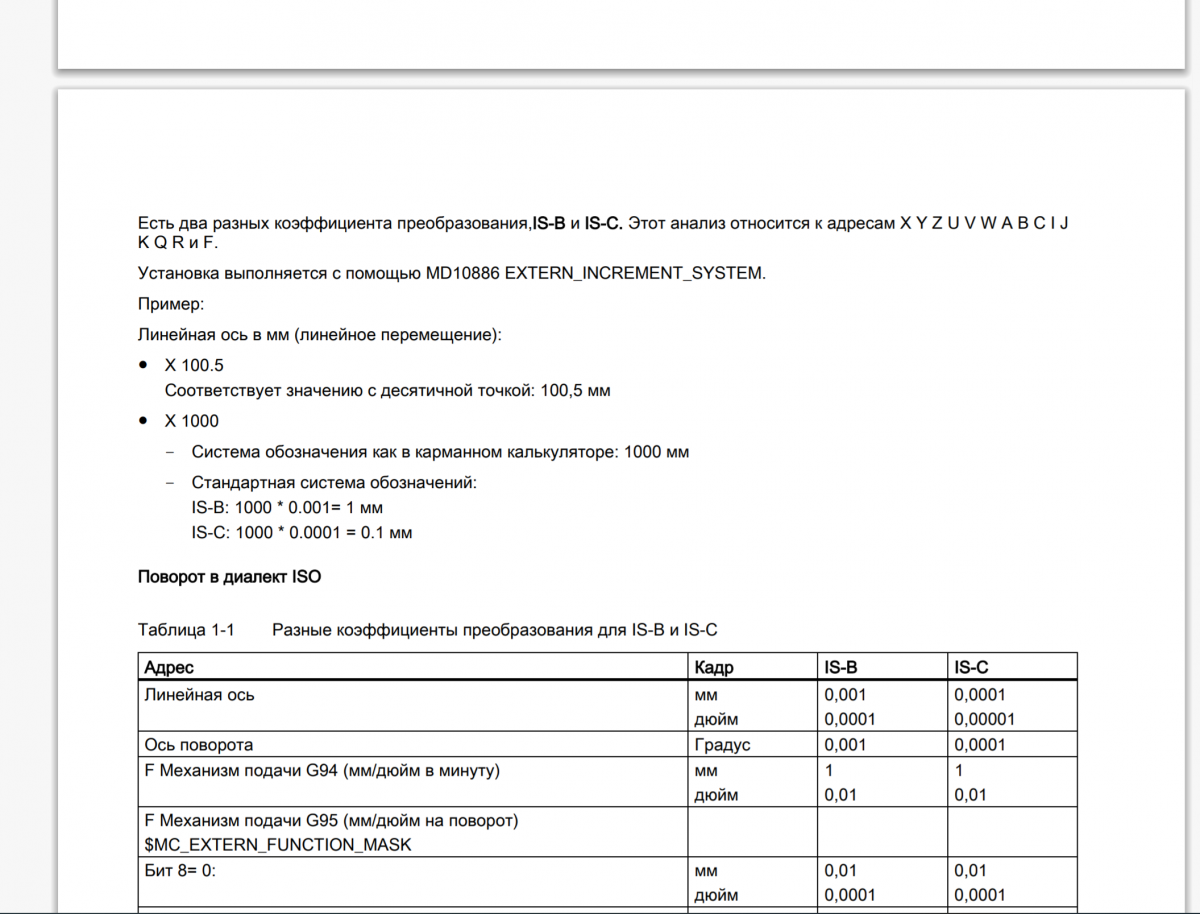
SINUMERIK 808D
и еще скрин из мануала
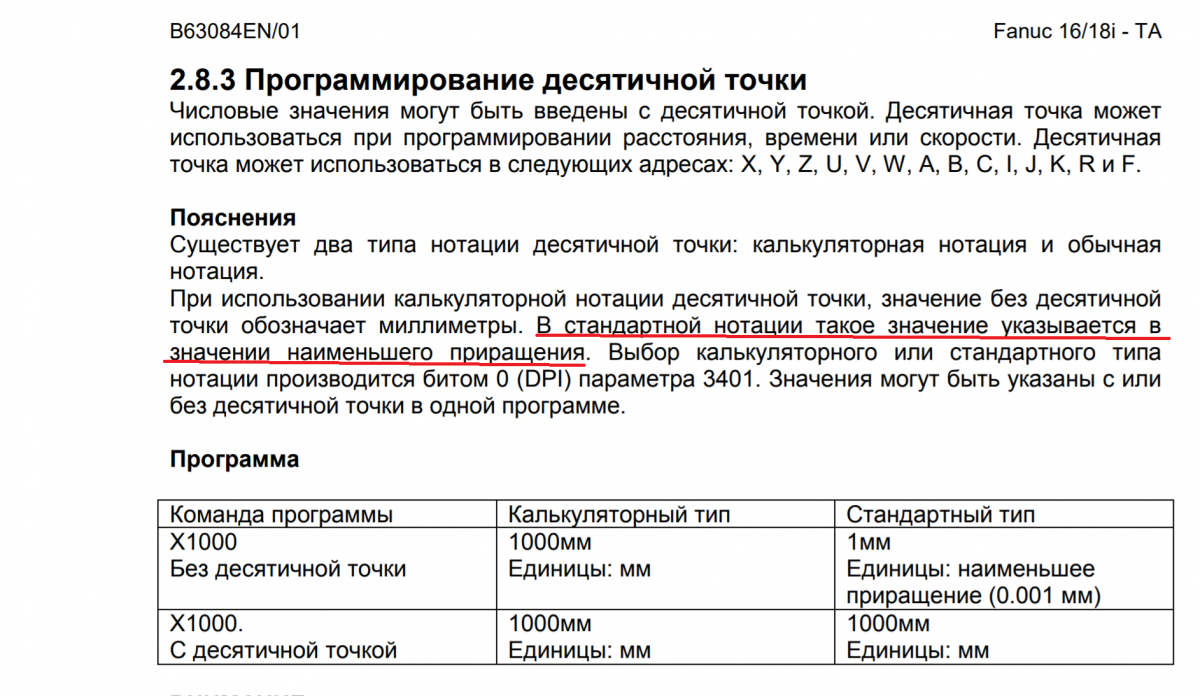
красненьким выделил ключевую фразу (пояснения для тех кто в теме думаю не требуются)
Так что использовать десятичную точку или нет и в какой размерности будут восприниматься координаты без оной надо понимать лежит всецело на производителе станка(интеграторе стоек) ........
Сообщение отредактировал niksooon: 12 Сентябрь 2021 - 20:26
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#9
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 12 Сентябрь 2021 - 20:51
Спасибо, коллеги. Интересно.
В реалиях доброй пары сотен станков, что настраивал, вот такого "извращения" не встречал. Занятно и познавательно, спасибо.
В понедельник поиграюсь с 808Д и 828Д.
В реалиях доброй пары сотен станков, что настраивал, вот такого "извращения" не встречал. Занятно и познавательно, спасибо.
В понедельник поиграюсь с 808Д и 828Д.
Сообщение отредактировал ShadowVoice: 12 Сентябрь 2021 - 20:53
#10
OFFLINE
niksooon
-
- Cтарожил
-
- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 12 Сентябрь 2021 - 22:19
В реалиях доброй пары сотен станков,
в таком случае позволю себе задать такой вопрос - Допустим на станке выполняется какая-либо УП. По какой-то причине внезапно ломается преобразователь частоты привода шпинделя .Радостную весть о поломке привода шпинделя снять с ПЧ и сказать об этом стойке проблем нет ,а вот дальше что ? рвать цепь E-Stop не чрезмерно-ли радикально в такой ситуации и есть-ли более гуманные способы остановить процесс выполнения УП?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#11
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 13 Сентябрь 2021 - 02:14
Если умирает шпиндель, или любая из осей - drive not ready, то всегда выполнение программы на уровне ПЛЦ останавливается в режиме аварийного торможения/останова - торможение БЕЗ учёта рампы торможения.
А вот далее зависит от особенностей интегратора. Синумерик, Фанук и Хаас по умолчанию выдают ошибку " Ось не готова". А прописал ли интегратор расшифровку ошибки на самой стойке это уже вопрос.
Итого - такое событие всегда обрабатывается на уровне ПЛЦ и выполняется аварийный останов приводов.
Тем не менее в ручном режиме все живые приводы будут двигаться и на экране будет ошибка.
Никогда не видел, что бы по причине смерти одного из приводов использовали цепь аварийной остановки. Хотя китайцы такие проказники.. они и такое могут учудить.
Или я не понял ваш вопрос?
А вот далее зависит от особенностей интегратора. Синумерик, Фанук и Хаас по умолчанию выдают ошибку " Ось не готова". А прописал ли интегратор расшифровку ошибки на самой стойке это уже вопрос.
Итого - такое событие всегда обрабатывается на уровне ПЛЦ и выполняется аварийный останов приводов.
Тем не менее в ручном режиме все живые приводы будут двигаться и на экране будет ошибка.
Никогда не видел, что бы по причине смерти одного из приводов использовали цепь аварийной остановки. Хотя китайцы такие проказники.. они и такое могут учудить.
Или я не понял ваш вопрос?
#12
OFFLINE
niksooon
-
- Cтарожил
-
- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 13 Сентябрь 2021 - 10:32
Благодарю, вполне исчерпывающе.....
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#13
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 13 Сентябрь 2021 - 16:43
Проверил на Sinumerik 808 и 828:
N000010 G00 Z2.500
N000011 G01 F465.00
CYCLE83 (2.500,-0.000,2.500,,63.753,,6.,0,0.00,0.00,70,1,0,0,0,0.00,1,0,1,11111111)
N000012 G00 Z20
Без точки после Z20 - работает как и дОлжно - вывод инструмента на Z+20.00mm
Соотв указазанные коллегой потенциальные возможности вывода координат в микронах - возможная, но мало востребованная/редко применяемая функция.
#14
OFFLINE
niksooon
-
- Cтарожил
-
- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 13 Сентябрь 2021 - 17:51
потенциальные возможности вывода координат в микронах
Если быть точнее не в микронах ,а в единицах минимального приращения , которое в большинстве виденных мною стоек как раз и составляет 0.001мм .......
N000011 G01 F465.00
что-же в посте не убили вывод десятичной точки и ничего не значащих нулей 
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#15
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 14 Сентябрь 2021 - 02:05
Просто читается легче глазами. Формат координат - 3 знака за запятой. Подачи - 2 знака. Хмммм..формат подачи можно и уставать просто целым числом, но не будет так красиво читаться.Если быть точнее не в микронах ,а в единицах минимального приращения , которое в большинстве виденных мною стоек как раз и составляет 0.001мм .......
что-же в посте не убили вывод десятичной точки и ничего не значащих нулей
И поскольку мы выполняем код прямо с сервера через сеть, то размер файла не имеет значения. Никаких флешек и беготни вообще.
Ещё пост выводит много данных для оператора, что ускоряет наладку, итд.
Да, и куча пробелов тоже в коде есть, что опять таки облегчает чтение кода оператором. Это не влияет на скорость выполнения кода, но на производстве реально облегчает наладку.
Сообщение отредактировал ShadowVoice: 14 Сентябрь 2021 - 02:09
#16
OFFLINE
3D-BiG
-

- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 14 Сентябрь 2021 - 11:01
Никаких флешек и беготни вообще.
Можно и с флешками не бегать на станках, что работают с флешками....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#17
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 14 Сентябрь 2021 - 12:55
Наслышан, но живьем не видел - небыло надобности в таком решении.
Кстати - эти пульты отслеживают изменение файла на диске - в этом случае на USB носителе? Т.е. при изменении уже открытого файла что происходит?
#18
OFFLINE
niksooon
-
- Cтарожил
-
- 2 416 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 14 Сентябрь 2021 - 13:48
если позволите еще вопрос подкину- имеется некий станок с высокоскоростным шпинделем для разгона которого с 0 до 20000 об \мин условно требуется 5 сек . Организовать в ПЛК для выполнения М3 таймер на 5 сек попридержав тем самым исполнение УП как-бы самый простой и действенный способ . Но как говориться дьявол кроется в деталях.
Рассмотрим такую ситуацию- По ходу выполнения УП довольно часто идет смена оборотов шпинделя -казалось-бы нет ничего проще- выводим в коде -
......
M3 S20000
........
M3S20500
.........
но в таком случае каждый раз будет исполняться М3 со своей 5-ти секундной задержкой которая по сути даром не нать ибо подкинуть или убрать полтыщи оборотов занимает доли секунды.
Чешем репу и вот оно Бинго, убираем из кода М3 и оставляем только S и кажется проблема решена. Шпиндель успевает изменить обороты в промежутках между переходами и вроде все "красиво" но до момента пока диапазон изменения оборотов мал . А вдруг по ходу пьесы надо условно подкинуть оборотов с 10-ти до 20-ти тысяч Это займет к примеру условные пару секунд и конфуз с обработкой можно сказать обеспечен....
Хотелось-бы узнать по возможности как сие недоразумение решается именитыми производителями станков ......и надеюсь был правильно понят в своих изысканиях.
Для себя пока остановился вот на таком способе- вычленить из привода шпинделя сигнал "заданная скорость достигнута" И не таймером ,а именно этим сигналом завершать исполнение М3 .... Но на практике проверить,пока руки не дошли........
Сообщение отредактировал niksooon: 14 Сентябрь 2021 - 14:05
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#19
OFFLINE
BOBAH
-
- Пользователи+
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Siberia
Отправлено 14 Сентябрь 2021 - 13:56
Это разве может находиться в G-коде?:
CYCLE83 (2.500,-0.000,2.500,,63.753,,6.,0,0.00,0.00,70,1,0,0,0,0.00,1,0,1,11111111)
Разве циклы и прочее не должно выглядеть так (в виде макроса):
M83
Сообщение отредактировал BOBAH: 14 Сентябрь 2021 - 13:59
#20
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 15 Сентябрь 2021 - 02:07
Именно так и сделано: стойка ждёт когда обороты достигнут заданных в конкретном кадре и не переходит к след кадру, пока не выполнено все, что указано в этом кадре.
Соотв это уже подпрограмма управления оборотами определяет рампу разгона шпинделя и когда обороты достигнуты (отслеживаем энкодер шпинделя) ПЛЦ переходит к след кадру.
По циклом (CYCLE) для Синумерика - мною используемый формат позволяет взять все параметры из САМ и подставить их в цикл как Я хочу чтобы это работало.
Можно ли такое реализовать через М83 - даже не проверял, т.к. это было быстрее реализовать - отлично расписано в мануале и через Shopmill быстро отловить ошибки в ПП.
Не на все эксперименты у меня хватает усидчивости и времени и это решение выполняет мои задачи как МНЕ удобно.
Тут двойственная ситуация. Если САМ не игрушечный, то на уровне ПП время задержки для разгона/торможения шпинделя, можно вычислять и каждый раз оно будет зависить от разницы в оборотах = выводим разную задержку в коде. Однако нужен САМ, у которого есть возможность выполнять расчёты в самом ПП.
Всякие ArtCam'ы на такое не способны.
Тут приходим к тому, что либо задержка прописана " в жесткую" в ПП и живём с этим, или стойка умеет ждать, пока набраны обороты.
Соотв это уже подпрограмма управления оборотами определяет рампу разгона шпинделя и когда обороты достигнуты (отслеживаем энкодер шпинделя) ПЛЦ переходит к след кадру.
По циклом (CYCLE) для Синумерика - мною используемый формат позволяет взять все параметры из САМ и подставить их в цикл как Я хочу чтобы это работало.
Можно ли такое реализовать через М83 - даже не проверял, т.к. это было быстрее реализовать - отлично расписано в мануале и через Shopmill быстро отловить ошибки в ПП.
Не на все эксперименты у меня хватает усидчивости и времени и это решение выполняет мои задачи как МНЕ удобно.
Простите - с телефона и это усложняет ответы.выводим в коде -
......
M3 S20000
........
M3S20500
.........
но в таком случае каждый раз будет исполняться М3 со своей 5-ти секундной задержкой которая по сути даром не нать ибо подкинуть или убрать полтыщи оборотов занимает доли секунды.
Чешем репу и вот оно Бинго, убираем из кода М3 и оставляем только S и кажется проблема решена. Шпиндель успевает изменить обороты в промежутках между переходами и вроде все "красиво" но до момента пока диапазон изменения оборотов мал . А вдруг по ходу пьесы надо условно подкинуть оборотов с 10-ти до 20-ти тысяч Это займет к примеру условные пару секунд и конфуз с обработкой можно сказать обеспечен....
Хотелось-бы узнать по возможности как сие недоразумение решается именитыми производителями станков ........
Тут двойственная ситуация. Если САМ не игрушечный, то на уровне ПП время задержки для разгона/торможения шпинделя, можно вычислять и каждый раз оно будет зависить от разницы в оборотах = выводим разную задержку в коде. Однако нужен САМ, у которого есть возможность выполнять расчёты в самом ПП.
Всякие ArtCam'ы на такое не способны.
Тут приходим к тому, что либо задержка прописана " в жесткую" в ПП и живём с этим, или стойка умеет ждать, пока набраны обороты.
Сообщение отредактировал ShadowVoice: 15 Сентябрь 2021 - 01:57
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}