


Коллеги, приветствую!
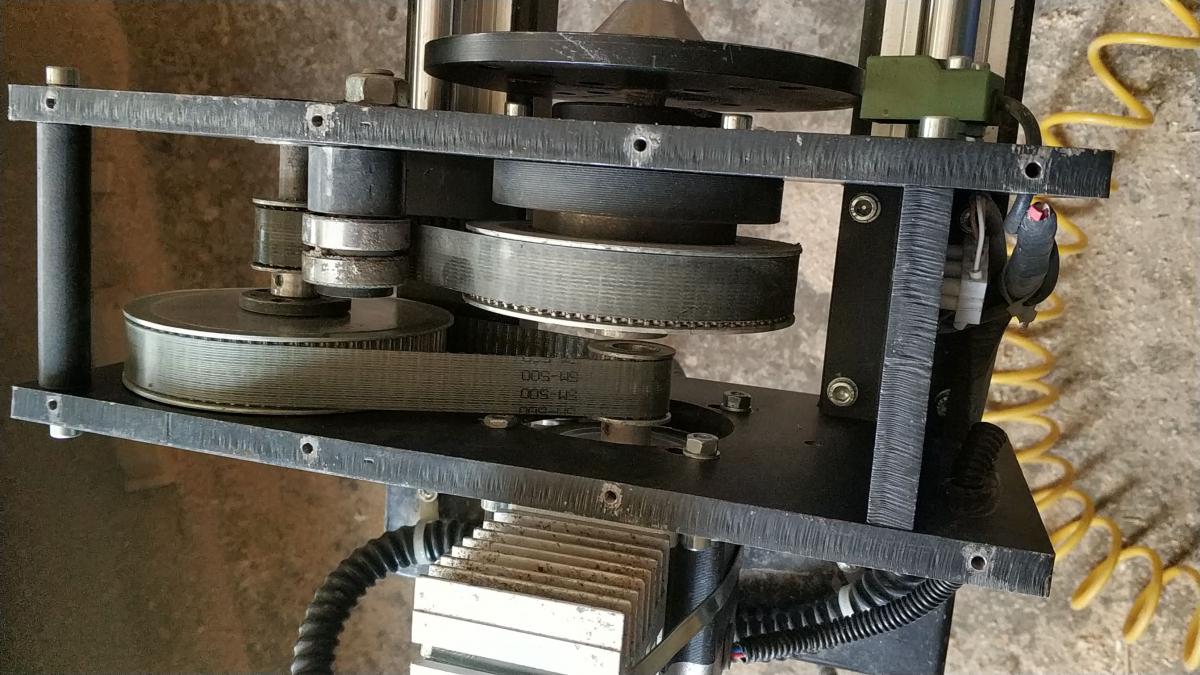
Суть проблемы в следующем: имеется станок WoodPeaker 2212 гравер с конфигурацией 3+1 ось.
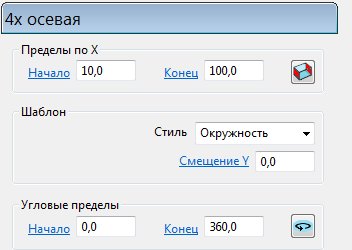
Выбираю в Powermill 4-х осевую стратегию обработки, выбираю шаблон - "Спираль"
В итоге он гоняет поворотную ось(У в моем случае) от нуля до огромного значения (за несколько миллионов). Обработка идет много часов, и, естественно, если остановить станок (конец рабочего дня), то на следующий день он будет искать это положение в несколько миллионов, что займет на ускоренной подаче пару (а то и больше) часов. Подскажите, есть ли возможность сделать формат вывода от 0 до 360 градусов? На станке стоит NC Studio 5.
Если была подобная тема, пожалуйста, тыкнете меня в нее - я сам не нашел(((
Заранее спасибо за ответ!











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}