

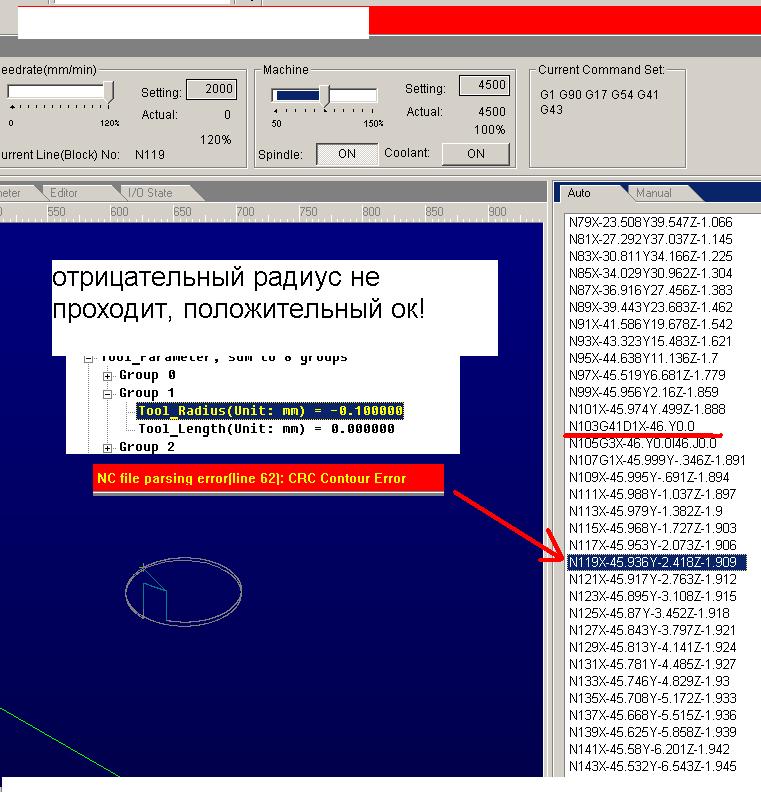
Коррекция на радиус в минус не проходит, в + да
Автор
lmmnd9
, 26 Июл 2019 18:34
Компенсация инструмента
Сообщений в теме: 8
#1
 OFFLINE
OFFLINE
lmmnd9
-
- Пользователи+
-

- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Самарская областъ
Отправлено 26 Июль 2019 - 18:34
Здравствуйте! Всё и все темы прочитал про коррекцию в ncstd, а проблема есть и не знаю почему она есть. В общем если коррекция в плюсе, то отрабатывает и хорошо. А если в минусе то ошибка вообще не на на g41/42 D1, а после где то.. тут как, своя логика? Типа если подогнать размер, то в уп он без припуска, а на станке мы ставим коррекцию в плюсь дабы не просадить размер сразу постепенно уменьшая его.. ? (Это я сам придумал)))..
#2
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 146 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 26 Июль 2019 - 19:05
Это я сам придумал)))
Это хорошо, только китайцы об этом не знают.
D всегда больше 0
Если надо меньше, тогда следует использовать другую команду.
G41 - пройти левее траектории.
G42 - пройти правее траектории.
Для самоучек:
Скрытый текст
Сообщение отредактировал lkbyysq: 26 Июль 2019 - 19:08
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#3
OFFLINE
lmmnd9
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Самарская областъ
Отправлено 26 Июль 2019 - 20:56
Re: для самоучек
Самоучка +1 ... lev
Спасибо!
Вообще вот што я думаю.. станок собран самим, и очень нужен, поэтому готов принять мучения для его работы. А так работал на фануке сименсе и хурко..
Небо и земля хоббийное и промышленное.
Все эти ситемы хоббийные не признаю,это просто исход из положения. Поэтому в следующем смотрю в сторону автононой штуковины серьезной от какой нибудь стойки, где есть галетники на feed и rapid... и тд.
Кстати по поводу галетника думаю сделать приблуду и программу, которая будет менять скролл бар feed. Разобрать приложение на компоненты по йд, и при изменении галетника соответственно менять в памяти feed у nc studio. Аппратная часть - есть знакомый. Програмная - скорее буду искать кто, т.к. один раз делал подобное -трудновато мне..
Самоучка +1 ... lev
Спасибо!
Вообще вот што я думаю.. станок собран самим, и очень нужен, поэтому готов принять мучения для его работы. А так работал на фануке сименсе и хурко..
Небо и земля хоббийное и промышленное.
Все эти ситемы хоббийные не признаю,это просто исход из положения. Поэтому в следующем смотрю в сторону автононой штуковины серьезной от какой нибудь стойки, где есть галетники на feed и rapid... и тд.
Кстати по поводу галетника думаю сделать приблуду и программу, которая будет менять скролл бар feed. Разобрать приложение на компоненты по йд, и при изменении галетника соответственно менять в памяти feed у nc studio. Аппратная часть - есть знакомый. Програмная - скорее буду искать кто, т.к. один раз делал подобное -трудновато мне..
#4
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 26 Июль 2019 - 21:38
на промышленных отрицательные то же не работают)
забыл еще добавить... при работе с коррекцией траектория делается без припуска куда либо
потом в корректоре забиваете радиус или диаметр(зависит от стойки) реального инструмента
а он никак не может быть минусовым
#5
OFFLINE
lmmnd9
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Самарская областъ
Отправлено 26 Июль 2019 - 22:32
Mihams, не хочу что то дозаказывать, но есть хороший опыт работы.. и я своими руками вводил корректор в таблице в минус... fanuc sunmill 850 , там как по высоте само сабой, так и на диаметр. По вашему как вы будете делать отверстие 30 +H7 если в модели оно 30, а на чертеже указан допуск в плюс. Или конус, когда начинается износ.. особенно на серии.. не говоря уже о том чтобы получить правильный конус на фрезере.
#6
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 27 Июль 2019 - 13:16
Mihams, не хочу что то дозаказывать, но есть хороший опыт работы.. и я своими руками вводил корректор в таблице в минус... fanuc sunmill 850 , там как по высоте само сабой, так и на диаметр. По вашему как вы будете делать отверстие 30 +H7 если в модели оно 30, а на чертеже указан допуск в плюс. Или конус, когда начинается износ.. особенно на серии.. не говоря уже о том чтобы получить правильный конус на фрезере.
на длину может быть и в плюс и в минус. но в плюс его делают для удобства) в итоге это число минусуется от координат)
а как делать я уже описал)
вообще не знаю как у вас.. а у нас делают программы сразу с припуском
то есть если есть припуск +0,05 до делают программу с поправкой +0,025
и если заданный диаметр 10, то программу делают на диаметр 10,025 без смещения инструмента... тк фиг его знат чем делать будут)
в корректоре соответственно забивают как есть)
и если нужно как вы говорите уйти в минус, то просто уменьшают значение ) допустим для 6мм фрезы сделают корректор 2,5мм
вот вам и в минус на 0,5
)))
#7
OFFLINE
lmmnd9
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Самарская областъ
Отправлено 27 Июль 2019 - 14:17
На одной фирме такое видел.. там все делали как раз так, в программе уменьшали или увеличивали диаметр инструмента. В итоге у них по три - 4 программы было на одно отверстие... и т.к. одну деталь делает несколько человек, то в проекте был такой бардак, типа в базе есть инструмент d8r0, изначально его так вбили, а потом его поправили на 8.025. А ты такой приходишь, указываешь этот инструмент из базы, ии потом ты просто просажываешь размер))) случайно так)) или еще лучше.. делаешь в бд 5 инструментов, и для каждой операции указываешь соотв. Это хорошо если вдруг другим диаметром инструмента не придется работать. Исправлять много надо будет...
Или вот один инструмент, на нем в проекте несколько операций. Надо сделать одно классное отверстие, ты правиш его диаметр, иии потом перегенирировать все остальные оппрации что на нем висели... оой, ладно, не суть.. по ходу здесь мне так и придется делать если классное делать..
Сорри за мой каприз, просто зачем то поставил высокие требования к nc studio забыв про ее стоимость..
Или вот один инструмент, на нем в проекте несколько операций. Надо сделать одно классное отверстие, ты правиш его диаметр, иии потом перегенирировать все остальные оппрации что на нем висели... оой, ладно, не суть.. по ходу здесь мне так и придется делать если классное делать..
Сорри за мой каприз, просто зачем то поставил высокие требования к nc studio забыв про ее стоимость..
#8
OFFLINE
mihams
-
- Опытный
-
- 1 367 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 27 Июль 2019 - 16:47
На одной фирме такое видел.. там все делали как раз так, в программе уменьшали или увеличивали диаметр инструмента. В итоге у них по три - 4 программы было на одно отверстие... и т.к. одну деталь делает несколько человек, то в проекте был такой бардак, типа в базе есть инструмент d8r0, изначально его так вбили, а потом его поправили на 8.025. А ты такой приходишь, указываешь этот инструмент из базы, ии потом ты просто просажываешь размер))) случайно так)) или еще лучше.. делаешь в бд 5 инструментов, и для каждой операции указываешь соотв. Это хорошо если вдруг другим диаметром инструмента не придется работать. Исправлять много надо будет...
Или вот один инструмент, на нем в проекте несколько операций. Надо сделать одно классное отверстие, ты правиш его диаметр, иии потом перегенирировать все остальные оппрации что на нем висели... оой, ладно, не суть.. по ходу здесь мне так и придется делать если классное делать..
Сорри за мой каприз, просто зачем то поставил высокие требования к nc studio забыв про ее стоимость..
вы нифига не поняли что я написал.... и нифига на крупном производстве на пром станках не работали...
программа не привязана к инструменту когда с коррекцией работаешь...
еще раз для непонятливых)))) если нужен диаметр 10мм то и программу делаем на 10мм без припуска на фрезу))
потом в корректор вбиваем реальный радиус и.... о боже))) он делает нужный размер))))
забыл еще добавить.... программы без коррекции вообще не делаются на нормальных производствах)
а если вы еще раз про минус скажите.... я вас троллем считать буду)))
#9
OFFLINE
lmmnd9
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Самарская областъ
Отправлено 27 Июль 2019 - 21:15
Это беседа))
Темы с аналогичным тегами Компенсация инструмента


Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}