
добрый вечер, прошу совета. Как с помощью чпу или без сделать скруглённые внутренние углы коробки.
Коробка делается отдельно с 4 стенок и с помочю клея склевается. <---- так резать и клеить непотходит.

Как сделать скруглённые внутренние углы в коробке
Автор
badly
, 05 Окт 2018 00:33
Сообщений в теме: 15
#1
 OFFLINE
OFFLINE
badly
-
- Пользователи
-

- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Литва
Отправлено 05 Октябрь 2018 - 00:33

#2
OFFLINE
slavyan75
-

- Пользователи+
-
- 1 435 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Tilsit
- Интересы:электроника,чпу
-
Из:Советск, Калининградская обл.
Отправлено 05 Октябрь 2018 - 01:21
Как с помочю чпу или без
так с ЧПУ или без ?) станок есть ?
не верьте никому, уж мне то вы можете поверить
#3
OFFLINE
badly
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Литва
Отправлено 05 Октябрь 2018 - 01:46
Чпу есть
#4
OFFLINE
slavyan75
-
- Пользователи+
-
- 1 435 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Tilsit
- Интересы:электроника,чпу
-
Из:Советск, Калининградская обл.
Отправлено 05 Октябрь 2018 - 01:55
отлично, осталось нарисовать два вектора , создать УП, и кинуть на станок ;
а из какого материала то коробка буде ?
не верьте никому, уж мне то вы можете поверить
#5
OFFLINE
Gosha
-

- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 05 Октябрь 2018 - 03:09
Они сами скруглятся на радиус фрезы. Если нужно чтобы скругления были от дна на стенку то используйте фрезу с полукруглым кончиком.
Делал я такое, только из цельного куска дерева, фреза была 12 или 14мм. Простейшая работа. Я пока резал решал задачку как бы вытащить удаляемую часть целиком?
То был кусок каштанового капа, очень красивый. Не решил...
#6
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 05 Октябрь 2018 - 03:34
А вот так НЕ делайте. Отрисовывайте внутренний радиус несколько больше чем радиус фрезы. Так при чистовой обработке избежите полной загрузки фрезы в углах и соотв лишних вибраций. Качество будет лучше.Они сами скруглятся на радиус фрезы...
Оптимально радиус внутреннего угла = 1.2-1.3 радиуса фрезы.
#7
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 05 Октябрь 2018 - 03:46
Учту, но там стратегия была pocketing, причем изнутри наружу. К концу обработки нагрузка стремилась к нулю, но для скрупулезных заказчиков я обычно еще profiling делаю потом, сотку-две снимет.
#8
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 05 Октябрь 2018 - 11:09
Посмотрите на траекторию сверху и увидите прямые углы на поворотах. Именно это создает проблему.
При повороте на 90 угол загрузки фрезы = 180 градусов даже при обычном кармане с загрузкой 25%. Если работаем агрессивно, то именно тут и ломаем фрезу. Т.е. скорость обработки зависит от загрузки фрезы в углах и подача на всей операции ограничена тем, чтобы фрезы не ломало в углах. Избавтесь от поворотов на 90 градусов и сможете существенно увеличить подачу = производительность.
Вот нашел картинку для наглядности:

NB - в Rhino/VisualMill есть оптимизация траекторий, где можно указать как тормозить и разгонять подачу при прохождении углов более чем заданный. Работает, но глюкаво. Иногда вообще не работает, или пропускает слои.
Припуск на чистовую по дереву 0.30 мм минимум. Про пару соток вы, скорее всего, опечатались.. Только очень хороший инструмент сможет по дереву срезать такую тонкую стружку.
Сообщение отредактировал ShadowVoice: 05 Октябрь 2018 - 13:17
#9
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 05 Октябрь 2018 - 16:05
Вы абсолютно правы, но у меня не стояло задачи сделать быстро. Снимал по 5-7мм за проход 12мм двухзаходной фрезой от энкор на глубину 25-35мм.
Сломать фрезу даже при полной остановке на повороте нереально - не те нагрузки.
Про сотки сказал, конечно же, навскидку. При выборке кармана ринокам неточно выводит стенку, даже если задать tolerance 0.03.
Stock обычно делаю нулевым, затем на всякий случай прохожу дополнительно по стенке стратегией profiling. Где-то что-то подрезается, судя по звуку.
А где глянуть про оптимизацию траекторий? Залез в Feeds/Speeds, ничего не сказано, только First XY pass. Кстати он работает корректно только при первом проходе, все остальные слои идет на 100%. Valley/Steeps machining не предлагать, речь идет о простой 2д стратегии.
#10
OFFLINE
preps
-

- Cтарожил
-
- 6 846 сообщений
Пианист CNC
- Пол:Мужчина
- Город:взрывающихся у быдла пердаков из-за маечки в сеточку )
- Интересы:Ура, мы фсех артистов подебилы )
-
Из:Страны-казармы
Отправлено 05 Октябрь 2018 - 18:26
Посмотрите на траекторию сверху и увидите прямые углы на поворотах. Именно это создает проблему.
При повороте на 90 угол загрузки фрезы = 180 градусов даже при обычном кармане с загрузкой 25%. Если работаем агрессивно, то именно тут и ломаем фрезу. Т.е. скорость обработки зависит от загрузки фрезы в углах и подача на всей операции ограничена тем, чтобы фрезы не ломало в углах. Избавтесь от поворотов на 90 градусов и сможете существенно увеличить подачу = производительность.Вот нашел картинку для наглядности:
NB - в Rhino/VisualMill есть оптимизация траекторий, где можно указать как тормозить и разгонять подачу при прохождении углов более чем заданный. Работает, но глюкаво. Иногда вообще не работает, или пропускает слои.
Припуск на чистовую по дереву 0.30 мм минимум. Про пару соток вы, скорее всего, опечатались.. Только очень хороший инструмент сможет по дереву срезать такую тонкую стружку.

Не стоит нагнетать - деревяха - это деревяха, можно не париться :-)
Дневник мастерской https://boosty.to/diycnc
#11
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 05 Октябрь 2018 - 18:30
Про сотки сказал, конечно же, навскидку. При выборке кармана ринокам неточно выводит стенку, даже если задать tolerance 0.03.
И это тоже ОДНА из причин в кармане ставить припуск на чистовую (stock +0.30), а допуск (tolerance +0.03). Потом для финишной/чистовой Stock +0.00, tolerance 0.001. И конечно-же сразу на всю глубину и в один проход - убираются полосы на стенках кармана.
Для полноты кайфа - финишный проход делаем на 0,02-0,04 мм ВЫШЕ чем полная глубина кармана. За счет этого не будет отпечатка фрезы от чистового прохода на дне кармана.
Stock обычно делаю нулевым, затем на всякий случай прохожу дополнительно по стенке стратегией profiling. Где-то что-то подрезается, судя по звуку.
Увод фрезы и отжатие материала заготовки не отменить. Поэтому будет что-то резать и в этом случае.
А где глянуть про оптимизацию траекторий?
Двойной вот тут:

И играемся параметрами вот тут:
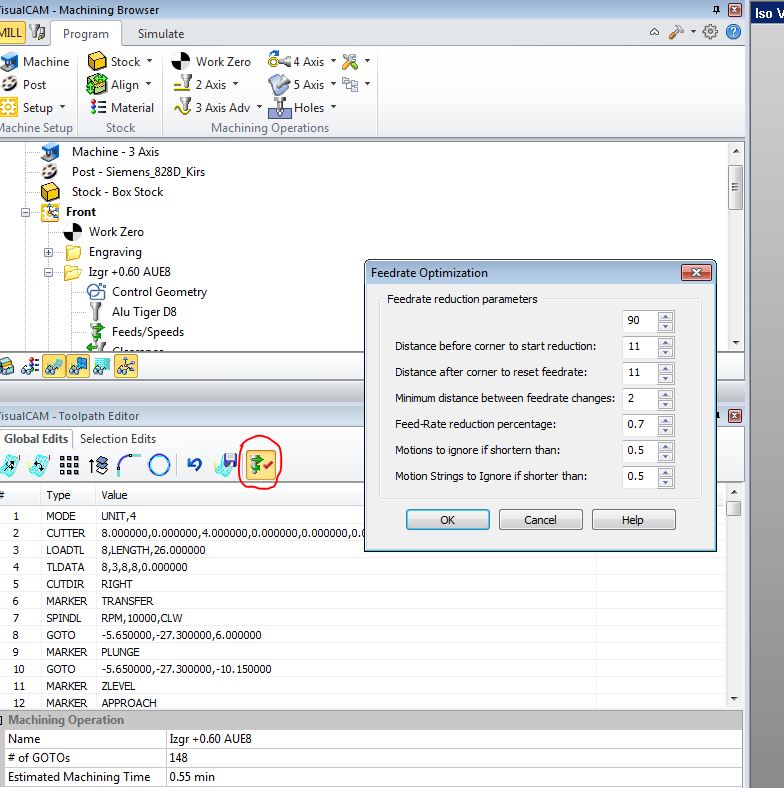
НЕ идеально и временами глюкаво, но очень полезно (когда работает).
Не стоит нагнетать - деревяха - это деревяха, можно не париться :-)
Каждому свое. У меня там живет производительность и качество.
Сообщение отредактировал ShadowVoice: 05 Октябрь 2018 - 18:44
#12
OFFLINE
preps
-
- Cтарожил
-
- 6 846 сообщений
Пианист CNC
- Пол:Мужчина
- Город:взрывающихся у быдла пердаков из-за маечки в сеточку )
- Интересы:Ура, мы фсех артистов подебилы )
-
Из:Страны-казармы
Отправлено 05 Октябрь 2018 - 19:01
Каждому свое. У меня там живет производительность и качество.
Да не вопрос.
Дневник мастерской https://boosty.to/diycnc
#13
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 05 Октябрь 2018 - 19:22
Только там нет прямых внутренних углов, или радиусов близких к радиусу фрезы. 
С вашими ускорениями надо сделать то-же изделие высокоскоростной обработкой сразу на всю глубину кармана. Или мах двумя слоями. И получить существенно большую производительность. Пока делаем 1-3-5 изделий, то все пофик. При серии в несколько сотен разница в стратегиях становится существенной и это определяет себестоимость единицы изделия. На вашем конретном станке это изделие можно сделать намного быстрее.
#14
OFFLINE
preps
-
- Cтарожил
-
- 6 846 сообщений
Пианист CNC
- Пол:Мужчина
- Город:взрывающихся у быдла пердаков из-за маечки в сеточку )
- Интересы:Ура, мы фсех артистов подебилы )
-
Из:Страны-казармы
Отправлено 05 Октябрь 2018 - 19:27
Да мне не надо быстрее, я никуда не спешу и заказчик никуда не спешит :-)
Мы их херачим в два шпинделя по 8 штук с каждого в день ибо надо еще другие заказы пропускать :-)
Да и другие станки без работы не стоят...
Дневник мастерской https://boosty.to/diycnc
#15
OFFLINE
Gosha
-
- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 05 Октябрь 2018 - 21:50
Двойной вот тут:
Ух ты! Я как-то раз туда залез убрать лишние кадры, было жутко неудобно и я забил.
Присмотрюсь, спасибо!
Проблема стратегии pocketing на мой взгляд в том что ринокам не заморачивается с точностью в угоду скорости обработки. Предполагается что после нее обязательно будет profiling. Ну и Cleaning Pass помогает, достаточно точно для дерева.
Плюс Stock дает припуск не только от стенок, но и от дна выборки. Изменить это нельзя. Поэтому мой выбор нулевой припуск.
Фрезу отожмет, да, но только вбок. По дну все пройдет гладко, дать зазор во время profiling, конечно же, можно, но не обязательно.
Для деревяшки пойдет. Шкатулки те думаю давно проданы. Я их не видел, знакомые говорили что дядька их украшает серебром и мельхиором. Судя по качеству материала это вполне может быть.
#16
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 05 Октябрь 2018 - 22:22
Ух ты! Я как-то раз туда залез убрать лишние кадры, было жутко неудобно и я забил.
Плюс Stock дает припуск не только от стенок, но и от дна выборки. Изменить это нельзя. Поэтому мой выбор нулевой припуск.
Фрезу отожмет, да, но только вбок. По дну все пройдет гладко, дать зазор во время profiling, конечно же, можно, но не обязательно..
Неудобно. Это факт. Но работает. Регулярно ручками правлю процедуры.
Stock не всегда оставляет припуск по дну кармана. Ковыряйте/изучайте.
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

