


Давно сталкиваюсь с такой проблемкой, решал ее ручным рихтованием G-кода (выставлением скоростей руцями), пока вот не накипело и решил поспрошать совета помощи, может это только у меня лыжи не едут
 )
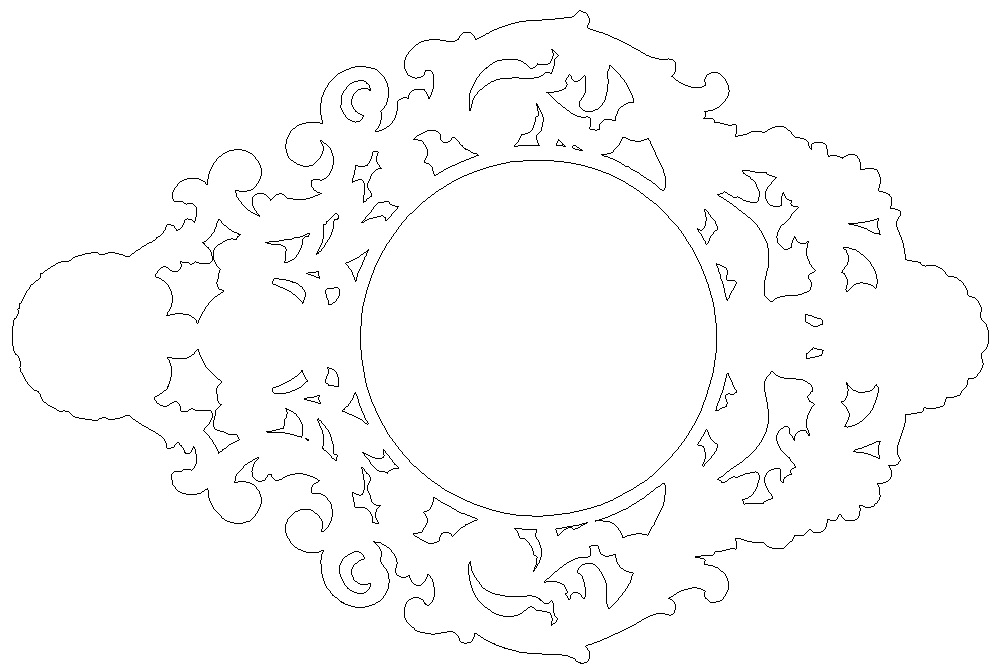
)Контур рамки для образца и понимания я прикрепил в архивчик ниже и скриншотик сюда же -
 1.rar 200,33К
187 скачиваний
1.rar 200,33К
187 скачиванийНу так вот представьте фигуристую забористую рамку переменной ширины овально искривленной формы с кучей завитушек и вензелей и с кучей сквозных дырочек между завитушками ну и с какой-нибудь дыркой тоже искривленной неправильной формы по центру аля под фотку. Рамка не толстая и есть желание обработать ее за раз одной чистовой конусной спиральной сферической на конце фрезой
я всегда выбираю стратегию Смещение (Классич.) с начать внутри и встречным направлением - так наименьшее количество холостых переездов наиболее качественно получается рельеф
ну так вот обходить все дырочки это еще больший гемор, так что я беру внешний и внутренний контур этой рамки и режу все целиком вместе с дырочками, а то даже если эти дырочки и оставлять деревяшки в них могут упасть под фрезу и натворить чего нибудь плохого, так что не рискуем.
вообщем получаю я траекторию и о чудо - фреза без малейшего зазрения совести может после того как нарежет какое-то пятнышко в середине, как ее и просили, повалить на полной рабочей скорости куда нибудь по рамке по рельефу и получается, что она в полный рост залазит в материал допустим в ту же дырочку ну или почти до дна и исполняет там какой-нибудь вояж по всей рамке, что не может не беспокоить, первая и единственная идея была в G-коде ручками рихтовать скоростя на этих участках и до поры до времени мне этого хватало, но согласитесь таких участков может быть такое количество, что рихтовать так можно будет до сивых волос, то-есть один вопрос когда фреза идет на рабочей скорости с шагом в положенные 0.2мм пусть себе идет, а совершенно другая ситуация когда она на такой же скорости начинает кроить всю толщину материала,
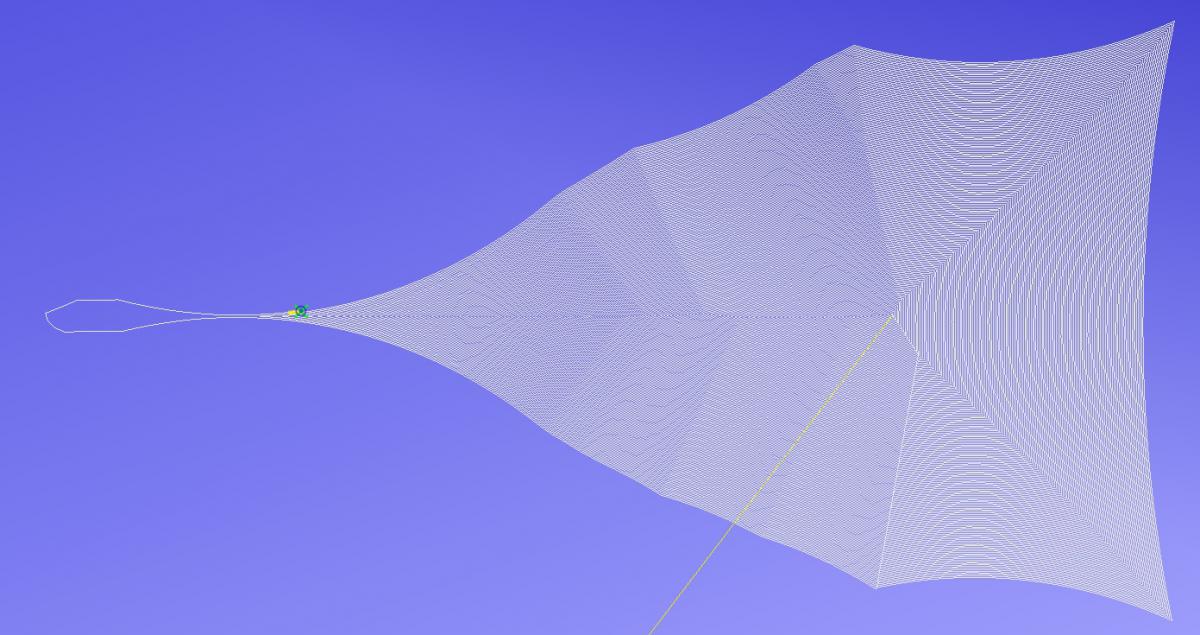
очень бы хотелось, чтоб в те моменты когда она уходит в материал больше чем на заданные ей 0.2 мм снижала скорость и шла тихонько
вот в этом и вопрос, врядли в Арткаме можно обыграть мою хотелку, может кто подскажет следующий этап моей эволюции
) в освоении софта, и укажут на CAM в котором об этом деле кто-то уже подумаля Для примера прикрепляю контур подобной рамки для понимания ситуации
Я уже подумывал написать в экселе макрос чтоб выставлял скоростя в каждую строчку, то-есть определял далеко ли следующая точка от уже пройденных точек и ставил либо рабочую скорость либо замедленную, ну там тоже получиться писанины на месяц с непредсказуемым результатом
)Я также погуглил по этой теме и наткнулся на так называемую VORTEX стратегию в PowerMill и Mastercam, но опробывать пока что была не судьба, может кто поделится опытом?
Надеюсь на Вашу помощь или совет.
Прикрепленные изображения
Прикрепленные файлы
-
1.rar 200,33К
187 скачиваний






