
Приобрел недавно чпу из Китая LY 3020Z-VFD800W 4 оси. Все бы не плохо, приспособил 4 ось сделал рамку для воска, да бы резать восковки (для ювелирных работ) с переворотом на 180 градусов. Но не могу понять при перевороте идет смещение по оси X примерно 0,1 мм. После резки, при увиденном смещении, ставлю новый воск и проверяю смещение и центр запилами, Все ОК! Были огрехи с мой стороны купил ПК б\у с windows xp с какой-то сборкой(читал что может влиять на вычисление). Компьютер имеет ОЗУ 512 и процессор 3200 . Снес виндовс, поставил нормальную установил драйвера на материнскую плату и поставил Mach. Настроил чпу по мануалу что дал китаец, во вкладе Motor tuning значения 320 1800 300 5 5. Это для осей X, Y, Z . Скорость резки ставлю 6 мм/с врезание 2. Фреза 6 градусов, хвостовик 3,175 мм, кончик диаметром 0,1 мм. Тип фрезы - гравер. Я пробовал значение ускорения понижать или повышать, но не выявил закономерность. Так же грешил на перепады в сети - поставил стабилизатор. Одним словом, то режет ровно, то 6 штук режет со смещением. Ни могу понять в чем причина. Так же хотел спросить, пропуски шагов, я по идеи должен увидеть при резке на воске полосы? Или как это выражается. При резке слышно что шаговики, работают ровно, а потом как будто ускоряются

Смещение при перевороте заготовки
Автор
jeweler-tlt
, 24 Окт 2017 00:08
смещение координат CNC3020 обработка с двух сторон
Сообщений в теме: 12
#1
 OFFLINE
OFFLINE
jeweler-tlt
-
- Пользователи
-

- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тольятти
Отправлено 24 Октябрь 2017 - 00:08
Уважаемые участники форума, прощу помощи уже всю голову сломал
Приобрел недавно чпу из Китая LY 3020Z-VFD800W 4 оси. Все бы не плохо, приспособил 4 ось сделал рамку для воска, да бы резать восковки (для ювелирных работ) с переворотом на 180 градусов. Но не могу понять при перевороте идет смещение по оси X примерно 0,1 мм. После резки, при увиденном смещении, ставлю новый воск и проверяю смещение и центр запилами, Все ОК! Были огрехи с мой стороны купил ПК б\у с windows xp с какой-то сборкой(читал что может влиять на вычисление). Компьютер имеет ОЗУ 512 и процессор 3200 . Снес виндовс, поставил нормальную установил драйвера на материнскую плату и поставил Mach. Настроил чпу по мануалу что дал китаец, во вкладе Motor tuning значения 320 1800 300 5 5. Это для осей X, Y, Z . Скорость резки ставлю 6 мм/с врезание 2. Фреза 6 градусов, хвостовик 3,175 мм, кончик диаметром 0,1 мм. Тип фрезы - гравер. Я пробовал значение ускорения понижать или повышать, но не выявил закономерность. Так же грешил на перепады в сети - поставил стабилизатор. Одним словом, то режет ровно, то 6 штук режет со смещением. Ни могу понять в чем причина. Так же хотел спросить, пропуски шагов, я по идеи должен увидеть при резке на воске полосы? Или как это выражается. При резке слышно что шаговики, работают ровно, а потом как будто ускоряются
Приобрел недавно чпу из Китая LY 3020Z-VFD800W 4 оси. Все бы не плохо, приспособил 4 ось сделал рамку для воска, да бы резать восковки (для ювелирных работ) с переворотом на 180 градусов. Но не могу понять при перевороте идет смещение по оси X примерно 0,1 мм. После резки, при увиденном смещении, ставлю новый воск и проверяю смещение и центр запилами, Все ОК! Были огрехи с мой стороны купил ПК б\у с windows xp с какой-то сборкой(читал что может влиять на вычисление). Компьютер имеет ОЗУ 512 и процессор 3200 . Снес виндовс, поставил нормальную установил драйвера на материнскую плату и поставил Mach. Настроил чпу по мануалу что дал китаец, во вкладе Motor tuning значения 320 1800 300 5 5. Это для осей X, Y, Z . Скорость резки ставлю 6 мм/с врезание 2. Фреза 6 градусов, хвостовик 3,175 мм, кончик диаметром 0,1 мм. Тип фрезы - гравер. Я пробовал значение ускорения понижать или повышать, но не выявил закономерность. Так же грешил на перепады в сети - поставил стабилизатор. Одним словом, то режет ровно, то 6 штук режет со смещением. Ни могу понять в чем причина. Так же хотел спросить, пропуски шагов, я по идеи должен увидеть при резке на воске полосы? Или как это выражается. При резке слышно что шаговики, работают ровно, а потом как будто ускоряются



#2
OFFLINE
Gosha
-

- Продвинутый
-
- 2 408 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Сочи
Отправлено 24 Октябрь 2017 - 14:58
Много букв, мало информации. Не телепается мне отсюда...
Может быть пропуск, может потеря контакта. Может перекос портала.
Ну и еще 5-7 причин.
#3
OFFLINE
Metaller
-

- Пользователи+
-
- 109 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Тольятти
- Интересы:Электроника, мото-вело.
-
Из:Тольятти
Отправлено 24 Октябрь 2017 - 19:34
...а люфтов нигде нет? ...кабы неверные значения шагов - было бы всегда одинаково не так, а если плавающий дефект - люфты механики, пропуски шагов, плохой контакт...
...и полосы не обязательно видны при пропусках...может просто уйти размер...по идее будет больше...особенно на мягком материале... потому как поточил в одном месте, поехал в другое, не доехал...поточил...поехал обратно - проточил дальше чем было... и если второй раз точил уже внизу, то снесёт материал на всю глубину и в итоге карман будет со ступенькой и шире... ну или по глубине другой...всё зависит от оси... 
#4
OFFLINE
jeweler-tlt
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тольятти
Отправлено 24 Октябрь 2017 - 23:15
протянул все демпферы, на наличие прокрутки. Так же странный звук, при движении по осям шумят ШВП мне кажется. очень грмко как будто сухие. Я их смазал, но именно грохочят, нет плавного жузжания что ли
#5
OFFLINE
jeweler-tlt
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тольятти
Отправлено 25 Октябрь 2017 - 14:24
Звук при холостом ходе, такой с момент покупки, станку 1 месяц
#6
OFFLINE
vv92
-

- Cтарожил
-
- 9 370 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 25 Октябрь 2017 - 14:48
Снимите нахрен защиту, не видете грязь на подшипниках и не моете вовремя.
А так, перебрать, промыть и поточнее выставить ШВП относительно направляющих. Или там совсем все грустно, на шпильках?
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#7
OFFLINE
jeweler-tlt
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тольятти
Отправлено 25 Октябрь 2017 - 17:24
Снимите нахрен защиту, не видете грязь на подшипниках и не моете вовремя.
А так, перебрать, промыть и поточнее выставить ШВП относительно направляющих. Или там совсем все грустно, на шпильках?
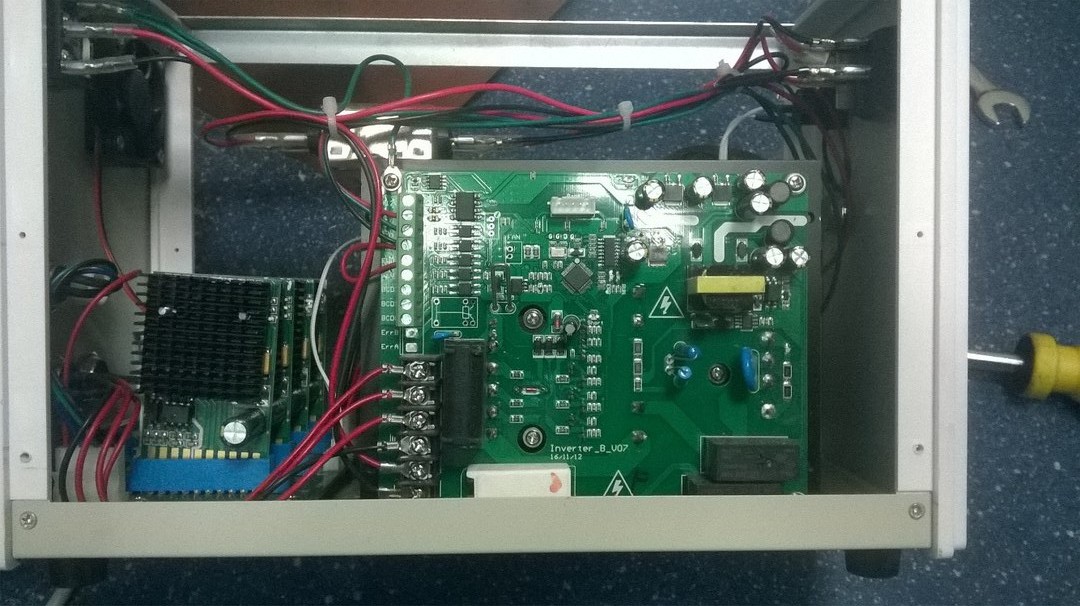
Сверху и снизу ШВП оси полированные. Я думал лобовую стенку не надо снимать (жесткость конструкции придает дополнительную) А как выставить "поточнее" относительно направляющих?
Прикрепленные изображения




Сообщение отредактировал jeweler-tlt: 25 Октябрь 2017 - 17:27
#8
OFFLINE
slavyan75
-

- Опытный
-
- 1 438 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Tilsit
- Интересы:электроника,чпу
-
Из:Советск, Калининградская обл.
Отправлено 25 Октябрь 2017 - 19:17
так винт оси Y смотрю опирается на вал движка через разрезную муфту, чего ж ему не грохотать ?
не верьте никому, уж мне то вы можете поверить
#9
OFFLINE
jeweler-tlt
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тольятти
Отправлено 25 Октябрь 2017 - 20:02
так винт оси Y смотрю опирается на вал движка через разрезную муфту, чего ж ему не грохотать ?
немного не понял, это ось X. Можете ли подробнее что куда уперается
#10
OFFLINE
slavyan75
-
- Опытный
-
- 1 438 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Tilsit
- Интересы:электроника,чпу
-
Из:Советск, Калининградская обл.
Отправлено 26 Октябрь 2017 - 01:08
да, у вас это ось Х конечно ;
посмотрите внимательно на свое второе фото - подшипниковой опоры винта нет (как и в большинстве таких станков), и винт опирается прямо на вал двигателя, но через разрезную муфту
может быть кетайцы этим компенсируют погрешности направляющих, чтобы не клинило, хз
не верьте никому, уж мне то вы можете поверить
#11
OFFLINE
jeweler-tlt
-
- Пользователи
-
- 6 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Тольятти
Отправлено 30 Октябрь 2017 - 19:30
Нашел одну из проблем. Четвертая ось представляет собой токарный трехкулачковый патрон 80 мм, при зажимании в него оси (шток от авто амортизатора), биение 0.2 мм. Так же кулачки в разделом положении имеют люфты. По мерил патрон на диете индикатором - бьёт. Крепиться к оси через пластину. Возможно смещение по оси X при перепишите детали на 180 градусов из-за того что патрон зажимается не по центру а есть смещение, как писал ранее? Как с этим бороться?
#12
OFFLINE
preps
-

- Cтарожил
-
- 6 846 сообщений
Пианист CNC
- Пол:Мужчина
- Город:взрывающихся у быдла пердаков из-за маечки в сеточку )
- Интересы:Ура!
-
Из:Совдепии 2.0
Отправлено 28 Апрель 2020 - 22:01
А вы думаете, что ювелирный станок купили?
Дневник мастерской https://boosty.to/diycnc
#13
OFFLINE
niksooon
-
- Cтарожил
-
- 2 320 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 28 Апрель 2020 - 22:35
Возможно смещение по оси X при перепишите детали на 180 градусов из-за того что патрон зажимается не по центру а есть смещение, как писал ранее? Как с этим бороться?
ну а почему смещению не быть раз патрон бьет ......
как бороться ???? планшайбу патрона проверить на биение ( эта та железка к которой прикручен патрон) как уберете её недочеты- пытайте сам патрон ,тоже может ,вернее в такой ценовой категории прям должОн бить.............. Можно его кстати заменить на 4-х кулачковый с независимом приводом оных- в таком случае можно корректировать положение заготовки.
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Темы с аналогичным тегами смещение координат, CNC3020, обработка с двух сторон

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

