Есть. Если прописывать не "V-гравер", а "Коническая плоская".
согласен, но все же использую гравер 120 градусов диаметр 40


Студент

Отправлено 23 Декабрь 2017 - 02:24
Есть. Если прописывать не "V-гравер", а "Коническая плоская".
согласен, но все же использую гравер 120 градусов диаметр 40
Доктор CNC

Отправлено 23 Декабрь 2017 - 02:37
согласен, но все же использую гравер 120 градусов диаметр 40
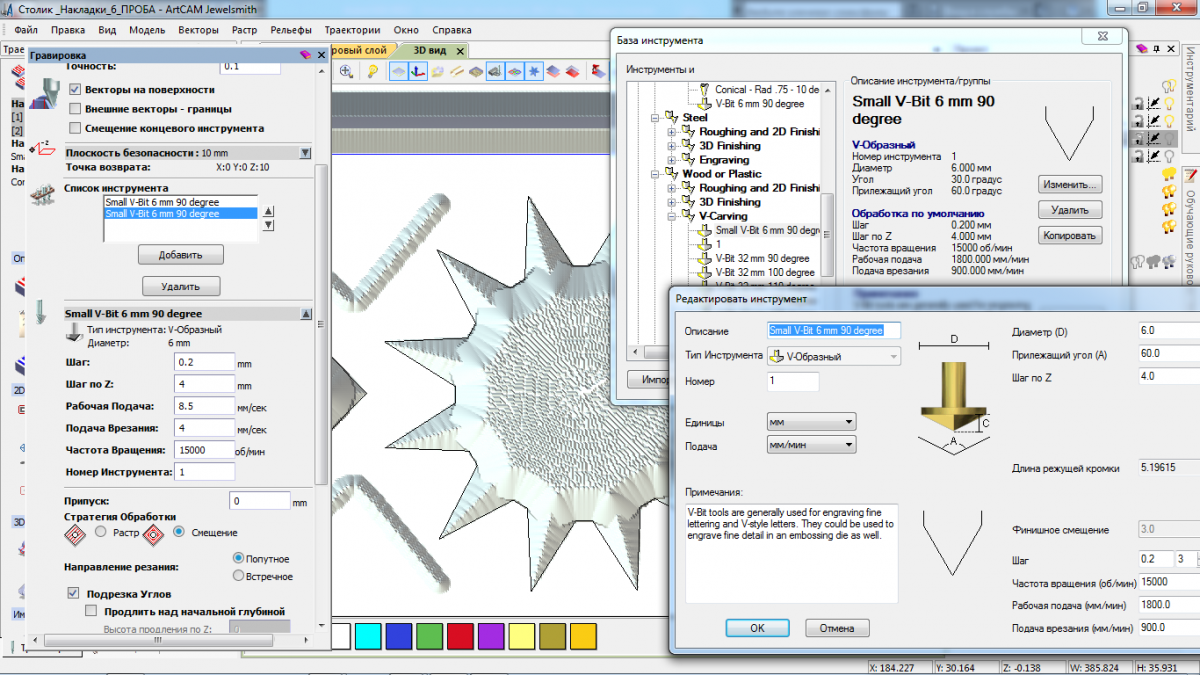
Так и пропишите его параметры. Угол, диаметр, полку. Просто в инструменте "Коническая плоская".
Константин
Доктор CNC

Отправлено 23 Декабрь 2017 - 14:25
 - Это фасад, выполнен по технологии "граверование". Вот только по траектории гравера диаметром 150 мм и и углом 173 градуса, заложенного в программе, ходит гравер D35 V120. Естественно прога прописывает прямую линию входа/выхода, но на фотке картинка имеет форму бочки.
- Это фасад, выполнен по технологии "граверование". Вот только по траектории гравера диаметром 150 мм и и углом 173 градуса, заложенного в программе, ходит гравер D35 V120. Естественно прога прописывает прямую линию входа/выхода, но на фотке картинка имеет форму бочки.
 - На этой фотке видно "пузо" этой бочки
- На этой фотке видно "пузо" этой бочки
Такой вход/выход получается если фреза идет по такой траектории - 
Таким образом частично исправить ситуацию можно графическим способом, изменив форму гравера-  Тогда траектория будет выглядеть так
Тогда траектория будет выглядеть так 
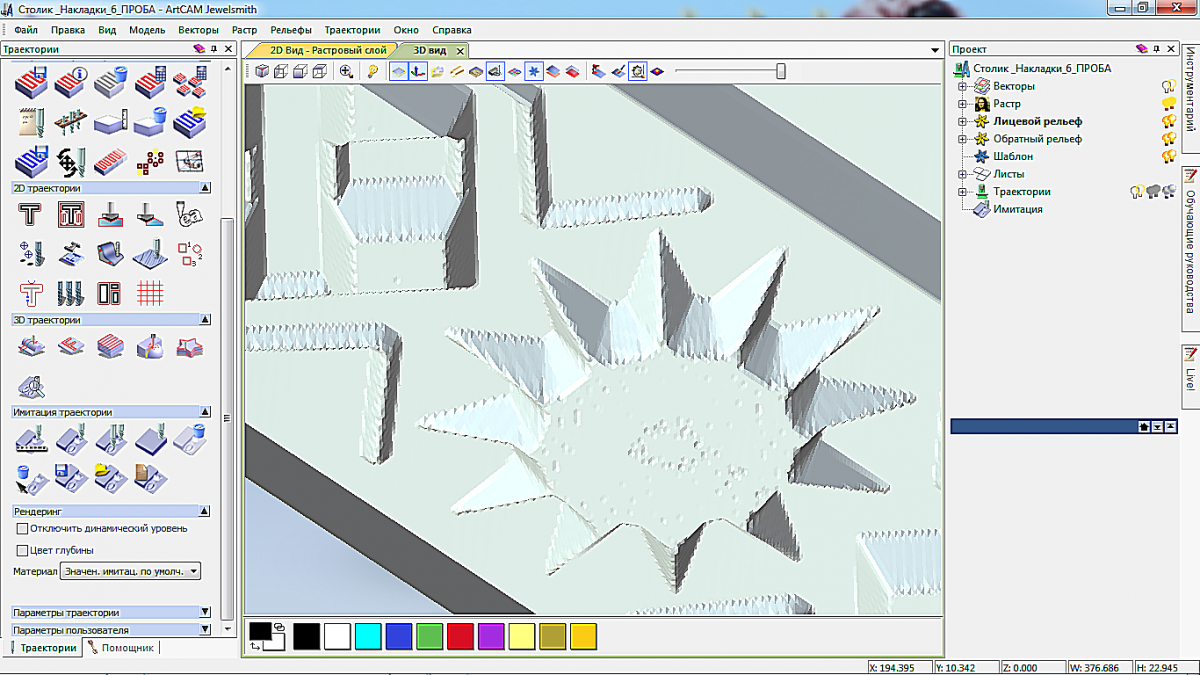
 Так выглядит эта обработка
Так выглядит эта обработка
Это тест с прямой и дугообразной траекторией 
Так выглядит в ПО 
Мой станок тянет фрезу именно по дуге. Настроить движки (скорее всего по оси Z) не умею (((.
К чему все это! Если не получается добиться результата через настройки ускорений, скоростей и прочего (настройки движков), то можно поэкспериментировать с прорисовкой граверов с небольшими дугами. 0.5 мм я выбрал для убедительности. эти значения д.б меньше.
Замечено: Практически при любой длине подрезки угла- "пузо" одного размера. И чем меньше глубина, тем хуже картинка.
На разную глубину входа/выхода нужно рисовать гравер определенного диаметра. Это важно! Иначе траектории пойдут неправильно, так как "пузо" их выдавливает.
Сообщение отредактировал рондо стиль: 23 Декабрь 2017 - 14:31
Студент
Отправлено 28 Декабрь 2017 - 23:37
Доктор CNC
Отправлено 29 Декабрь 2017 - 00:10
ПО дает четкие траектории, ПП дает идеальные координаты. Все проблемы в настройках и характеристиках станка. Если не получается настроить параметры, и устранить конструктивные изъяны, придется "обманывать" ПО , закладывая заведомо неправильные параметры инструмента... но от судьбы не уйдешь, шкурочку в руки и вперед! ))
Сообщение отредактировал рондо стиль: 29 Декабрь 2017 - 00:11
Доктор CNC
Отправлено 11 Январь 2018 - 11:01
Фреза D35 V120 (по характеристикам) выполнила проход в МДФ на глубину 10 мм. Фактический угол фрезеровки МЕНЬШЕ!!!!! 
А точка выхода остается там же! Значит угол будет вытянутым. Уменьшаем (подгоняем)записываемый в ПО угол. Я прописываю угол 118.5
Если подрезаемый угол не просто вытянутый, а еще и с резким "пузом" как на самой первой фотке этой темы сообщение#1, попробуйте такую схему
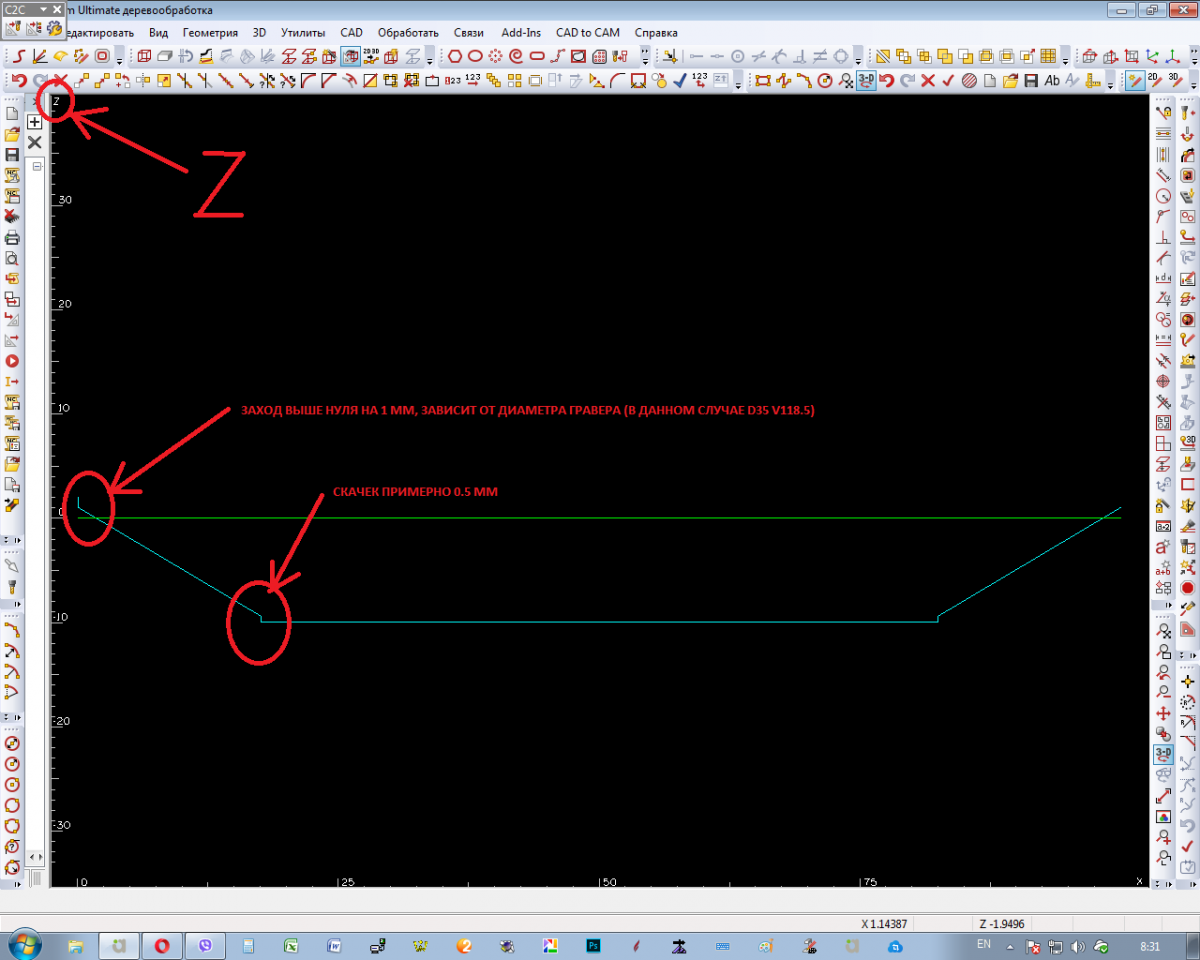 высота скачка регулируется высотой входа в материал.При этом еще и точка входа выхода сдвигается ближе к траектории гравера! А значит и корректируемый угол можно не уменьшать (или уменьшать на меньший размер).
высота скачка регулируется высотой входа в материал.При этом еще и точка входа выхода сдвигается ближе к траектории гравера! А значит и корректируемый угол можно не уменьшать (или уменьшать на меньший размер).
Если увеличить прописываемый диаметр фрезы, то заход должен быть и выше и дальше. Это может немного стабилизировать заход. А если вместо гравера прописать фрезу с небольшим "провисанием" или "чайкой"(С), то вход/выход ПО пропишет по координатам, и это тоже может стабилизировать движение.
прорисованное "провисание" дает втянутость входа/выхода, а прорисованная фреза "чайка"дает пузо.
От "делать нечего" прописываю геометрию "провисание" со сложной слабовыраженной синусоидой, чтобы ПОПЫТАТЬСЯ полностью исправить качество подрезки угла.
Сообщение отредактировал рондо стиль: 11 Январь 2018 - 17:04
Студент
Отправлено 19 Январь 2018 - 00:39
Доктор CNC
Отправлено 19 Январь 2018 - 01:28
Спасибо. Только я для составления Уп использую ArtCAM, там будет это сложно сделать
А, что, в арткаме "свои" фрезы нельзя прорисовать?
Студент
Отправлено 19 Январь 2018 - 22:19
Добрый вечер. Возник вопрос. На скине он очевиден. Фреза откорректирована и совпадает с реальной. Кад говорит что нужный угол 59 градусов. Может Атркам не хочет обманываться? Заранее признателен.
Не влезло
Не влезло
Студент
Отправлено 19 Январь 2018 - 23:42
Вопрос закрыт. При скоростной работе изменить один инструмент и назначить другой - 2 секунды. Главное откатиться и сообразить где собака порылась.
Студент
Отправлено 28 Март 2018 - 11:15
Продолжение предыдущей темы о настройке нового станка.
Несогласованны X и Y? Раскрой фанеры идет вроде-бы нормально. Поставил гравировку. Результат ошарашил. Первый снимок резался на моем станке. Второй на новом. Причем за день до этого вырезал на новом станке ручку ножа по готовой модели. Скаченной с этого форума.



Сообщение отредактировал Admin: 28 Март 2018 - 13:17
перенесено
Кот CNC

Отправлено 28 Март 2018 - 18:36
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Студент
Отправлено 30 Март 2018 - 19:32
Суть вопроса. Пол дня ушло на уточнение шагов.Тест для Х и Y. Геометрия никакая. В чем может быть причина?

Кот CNC
Отправлено 30 Март 2018 - 22:10
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
Абсолем CNC:)

Отправлено 31 Март 2018 - 08:25
Суть вопроса. Пол дня ушло на уточнение шагов.Тест для Х и Y. Геометрия никакая. В чем может быть причина?
Не надо по пол дня тратить на уточнение шагов, точнее разрешение станка - сколько импульсов на мм, для таких станков под такие задачи, ибо этот параметр расчетный и считается из трех данных: Разрешение станка= количество полных шагов на оборот у двигателя *режим микрошаговости драйвера/шаг ШВП.. Исходя из вами приведенных цифирек у вас ШВП с шагом 5 мм (320), а по X микрошаговость 8, по Z и Y - 10 (400). А причина ваших проблем или в том, что у станка нет жесткости от слова вообще (категория говностанок), или неотстроена механика (люфты, проворачивания и прочее) или неотстроена электроника ( ускорения фиговые, введена компенсация люфта и прочее, прочее)... Но судя по результату резки большое подозрение, что шпиндель сильно отжимается (недостаток жесткости) плюс еще какие-то косяки...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Доктор CNC
Отправлено 31 Март 2018 - 10:37
Ручечка вроде нормальная, ну там и съем минимальный.
А 0.1 мм по фанере не пробовали снять? Может такой глубины станку не потянуть?
Студент

Отправлено 23 Апрель 2018 - 01:59
всем привет. тоже наблюдается такая проблема при гравировке гнутых фасадов. пока временно решил ее обманом ПО (в реале использую гавер с углом 120 градусов и диаметром 35 мм., а в программе прописываю 115 градусов.) и снижением скорости гравировки. в итоге получаю. немного недорезанные уголки-то есть гравер не утапливается в уголки делая небольшие зарезы, а наоборот чуть не дорезает мдф (буквально на пол миллиметра!) что в последствии убирается выше озвученной шкурочкой, так как фасады один хрен шлифуются. думаю еще поковыряться с настройками скоростей и ускорений-сто пудов там тоже косяк, поскольку после подрезки угла, станок набирает скорость неравномерно и при большой скорости при выходе из подрезанного уголка на плоскости гравирования появляются волны.
резал недавно 3D волну, так, извините за тавтологию, на волне была волна... скорость пришлось убрать до 3500, но волны все равно остались, хоть и не такие сильные... вот думаю на неделе с этой проблемой разобраться... если дадут...
Сообщение отредактировал ludoed777: 23 Апрель 2018 - 02:00
Абитуриент
Отправлено 05 Ноябрь 2021 - 12:17
Всем, добрый день.
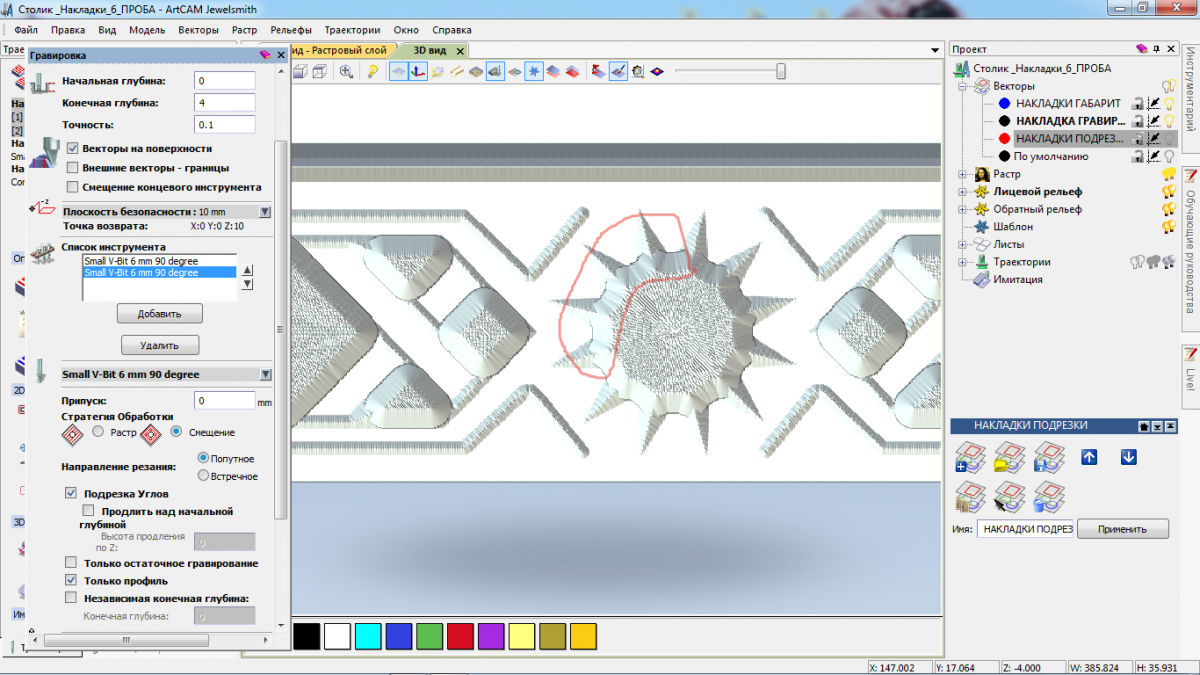
При стратегии "гравировка", подрезка углов, только профиль, глубина обработки 8мм, фреза (конусная) 120 градусов. После подрезки углов остается небольшая выпуклость в углах. Помогите, как справится?


Доктор CNC
Отправлено 05 Ноябрь 2021 - 17:00
Абитуриент
Отправлено 06 Ноябрь 2021 - 01:55
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC