Всем доброго дня!
На работе пользуемся двумя лазерными станками:
лазер Rabbit HX-6090SE
лазер Rabbit 1290SC
Ежедневно оператор получает одно и то же задание, но выход разный.
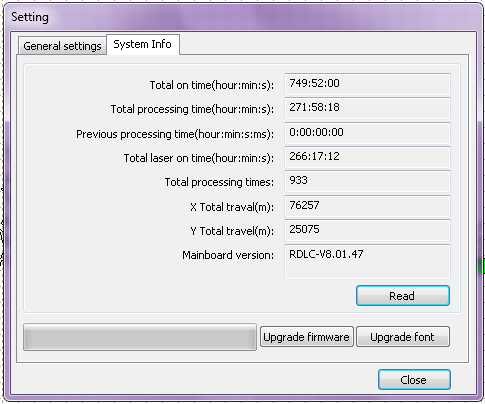
Задался вопросом как контролировать время работы, а именно время, когда зажжен лазер (хочу понять простои при переналадке).
И вот какие варианты у меня появились:
1. Влезть в мозги станка и и снимать эти данные на программном уровне, но что-то боязно (и так периодически драйвера слетают, комп не видит станок и т.д.)
2. Когда трубка зажжена то в цепи "Высоковольтный блок" - "трубка" есть ток. А также на блоке загорается светодиод. Можно попробовать снимать показания, подключившись к этим местам. То есть нужно какое-то устройство, которое писало бы ЛОГфайл построчно с временем включения трубки и времени выключения построчно (с привязкой к точному времени по Москве). потом я этот файл уже в exel и буду анализировать.
Делал ли кто-то что-то подобное? задавались ли такой задачей?
На сколько разумный и правильный мой подход? может кто-то иначе решал подобную задачу?
PS: в идеале ещё это всё завязать на сигналы к шаговым двигателям и разделять холостой пробег в моменты резки и именно резку и просто простой.




 Потом правда больше не зажигал
Потом правда больше не зажигал  Но шашлык к алкоголю обеспечен был.
Но шашлык к алкоголю обеспечен был.