


Здравствуйте, посоветуйте, пожалуйста российского поставщика ЧПУ с поворотным шпинделем.
Желательно в Питере или в радиусе 1000км от него.
Желательно от производителя или официального дилера (с гарантией).
Обучение персонала (опционально)
Мануалы на русском или английском языке.
Параметры:
Поворотный шпиндель 1.5-3kW, поворот +-120 градусов (240 общий)
Серводвигатели
Стальная конструкция
Рейки предпочтительнее чем ШВП
Направляющие Hiwin
Постпроцессор(ы) желательно для RhinoCAM, Powermill или др популярных САМ платформ (для которых доступны учебные материалы в интернете).
Минимальный размер обрабатываемой детали: X400 Y200 Z300 (поворотная ось параллельна оси 400мм)
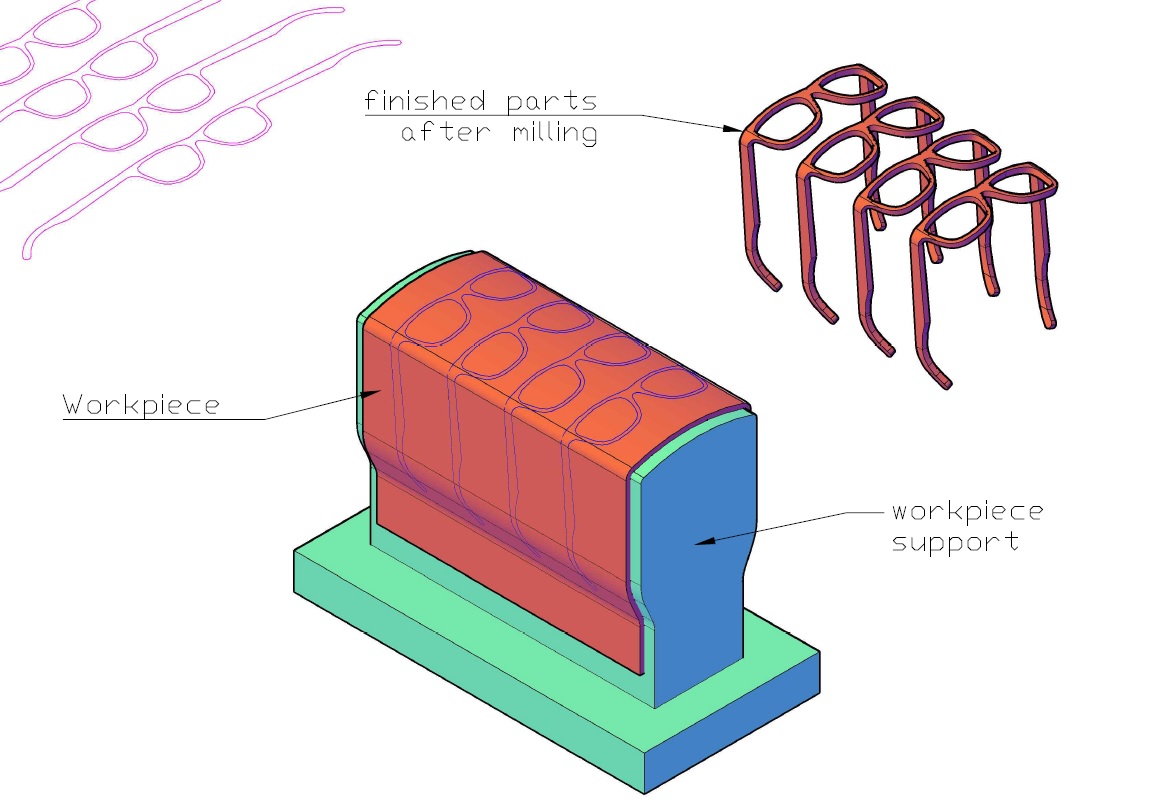
Резать будем гнутую фанеру, профиль которой состоит из нескольких радиусов и отрезков.
Непрерывная резка вдоль вектора (не индексация), цилиндрическая фреза всегда в нормали к поверхности заготовки.
Что-то наподобие показано в файле endmill_positions.pdf
PS. По интернету в России нашли только станки с поворотом +- 90град., а этого недостаточно.
Посоветуйте, пожалуйста куда можно обратиться.
PPS Возможны также варианты с поворотным столом и горизонтальным расположением шпинделя, или с "токарной" поворотной осью, при наличии постпроцессоров для непрерывной резки вдоль векторов в нормали к сложной поверхности.
Прикрепленные файлы
-
 endmill_positions.pdf 46,29К
377 скачиваний
endmill_positions.pdf 46,29К
377 скачиваний





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}