
Здравствуйте! Помогите спецы, купили лазерный станок LaserCut FO3015-1.0PRF-M, а там нет ни одного режима резки металла, хочу резать сталь 0,8; 1; 1,5; 2; 3; 4; 5 мм. Нержавейку 1; 1,5; 2; 3 мм; Латунь 1; 2 мм; Алюминий 1; 1,5; 2; 3 мм;
Подскажите параметры которые влияют на качество реза и какие можно изменять, а какие лучше не стоит?
Знаю что на нержавейки, алюминии и латуни настраиваются на нижний слой, подскажите как это сделать?

Режимы резки металла на лазере
Автор
Alex1308
, 21 Апр 2016 01:06
Режимы резки лазером резка металла
Сообщений в теме: 10
#1
 OFFLINE
OFFLINE
Alex1308
-
- Пользователи
-

- 1 сообщений
Абитуриент
-
Из:Барнаул
Отправлено 21 Апрель 2016 - 01:06
#2
OFFLINE
sertix
-
- Пользователи+
-
- 309 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Астрахань

#3
OFFLINE
SKy.krylov
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Ковров
Отправлено 09 Июль 2017 - 15:40
Доброго времени суток Уважаемые. Вопрос по CO2 лазеру. Подскажите пожалуйста, будте добреньки, какие режимы резки использовать на данном лазере. Какие сопла (у меня их 4) лучше для чего использовать, какие линзы для чего (у меня их две). Какое давление кислорода выставлять при резке металла 0.4 - 0.5 мм, а то получается шляпа какая-то то не дорезает то оплавляется очень-очень сильно. Резать планируем жесть толщиной до 1 мм и акрил разной толщины. В интернете полно информации и порой противоречивой..... Зарание спасибо. Всем Добра!!!
Прикрепленные изображения




Сообщение отредактировал Admin: 09 Июль 2017 - 20:21
Перенесено
#4
OFFLINE
тот еще наладчик
-

- Пользователи+
-
- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 09 Июль 2017 - 16:05
ключевые моменты : 1 проверить качество излучения трубы.
2 проверить юстировку оптического тракта .
3 чистота оптики .
Вызовите специалиста пока не произошло не поправимое.
#5
OFFLINE
vv92
-

- Cтарожил
-
- 9 412 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 09 Июль 2017 - 21:29
На таких лазерах, без приличной головки с автофокусировкой не работа.
Без кислорода вообще беда.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#6
OFFLINE
KuZ
-

- Пользователи+
-
- 369 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Москва
-
Из:Москва
Отправлено 10 Июль 2017 - 17:07
Резать планируем жесть толщиной до 1 мм и акрил разной толщины.
Жесть можно резать на таком, но проблемно. Чем тоньше - тем капризнее. хорошо режется 0.8 - 1 мм
У вас в Коврове есть похожий станок, работает с жестью. Стоит на "фабрике тарасов", позвоните, может подскажут.
"Знаю я эти культурные дома. Иконы, самовары, Нефертити... Какие-то
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
#7
OFFLINE
Mexanikdron
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Воронеж
Отправлено 22 Ноябрь 2017 - 12:36
Доброго утра всем форумчанам, подскажите пожалуйста параметры резки на оптоволоконном лазерном комплексе мощностью 4кВт с головой Precitec AK HP SSL f125. Интересует черная сталь от 1мм до 20мм и оцинкованная сталь от 1мм до 3мм режущие газы кислород и воздух.
#8
OFFLINE
SKy.krylov
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Ковров
Отправлено 24 Ноябрь 2017 - 22:08
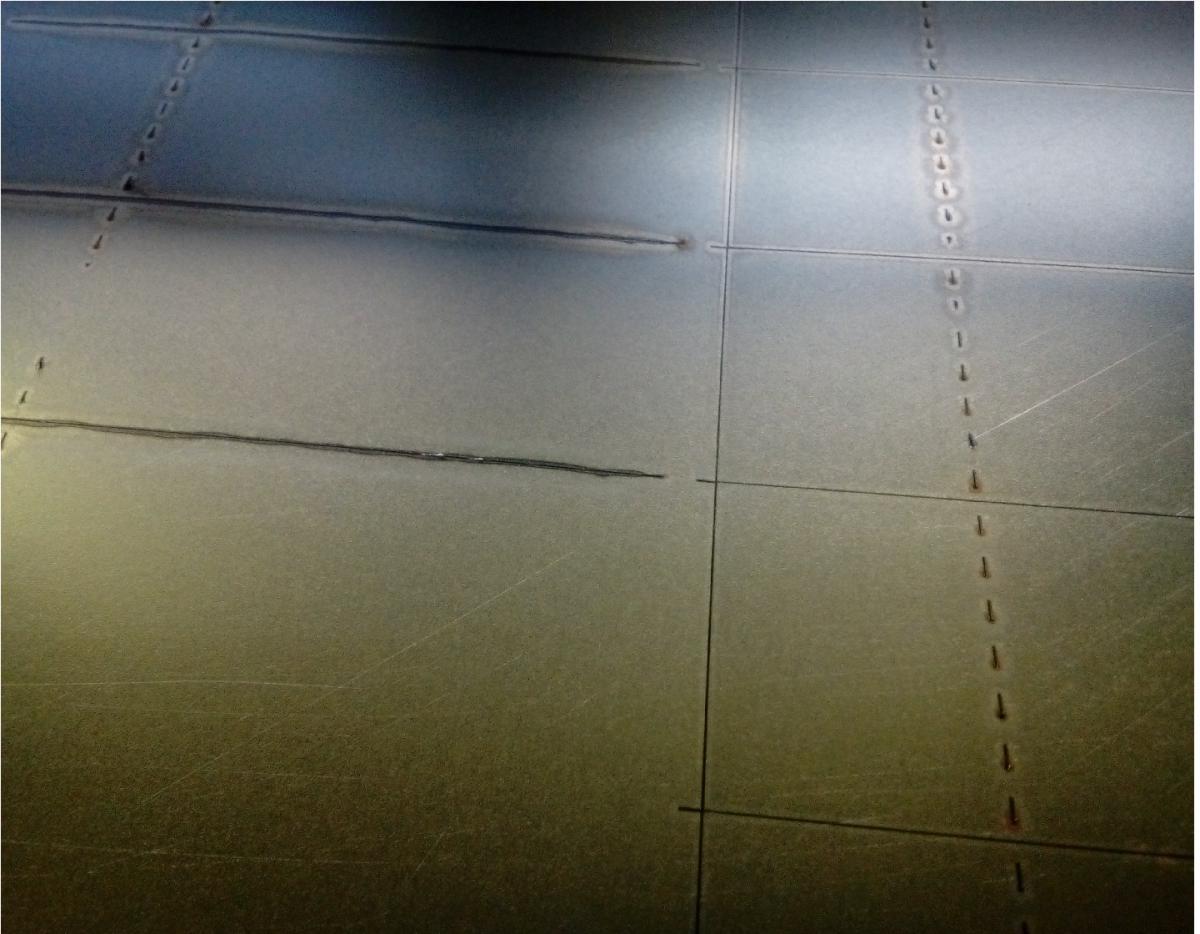
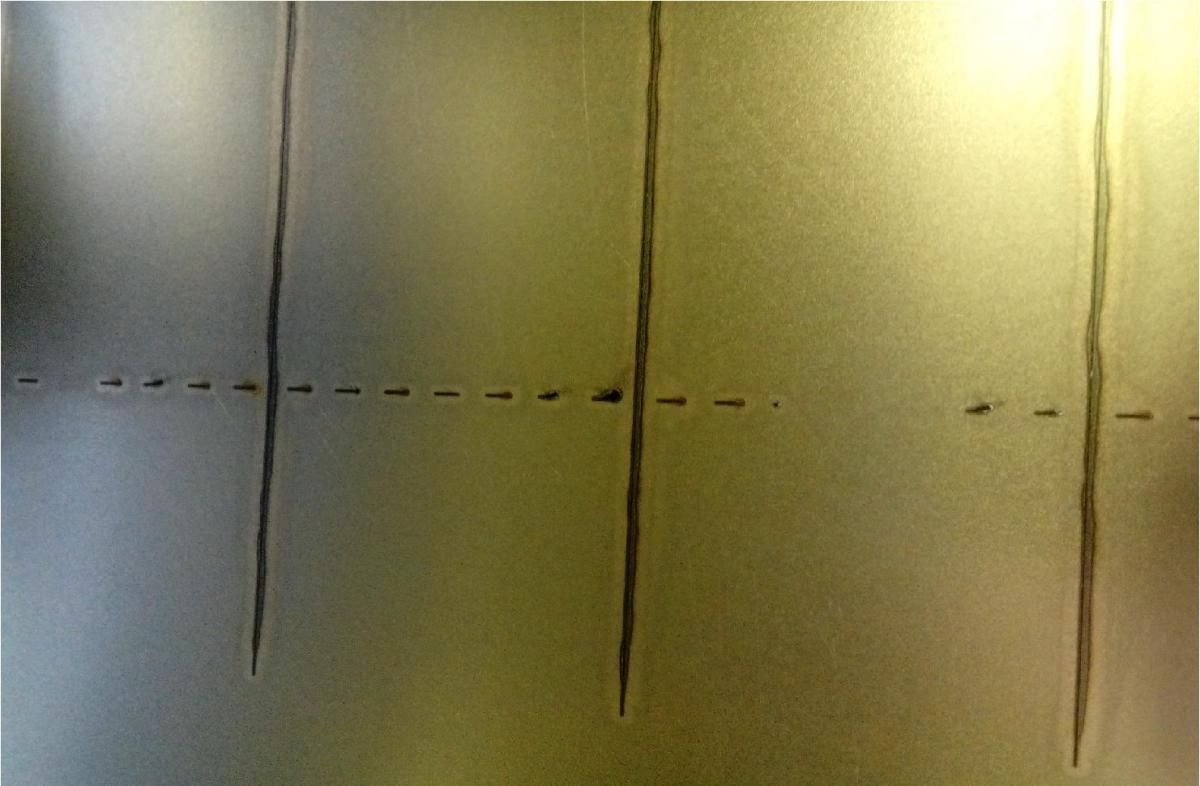
Товарищи. Друзья. Подельники. В чем может быть проблема. СО2 лазер то жгёт то нет. оптика в чистоте, юстировку то же проверял, трубка почти новая.... Автофокус крутил и в верх и в низ, толку шишь... грешу на материал, что его чем то при прокатке обрабатывают, что бы он не ржавел, может это вещество как то взаимодействует с кислородом при нагреве лазером.... ????? протирал я его (листовое железо 0.5 мм) всем что было под рукой, ацетон растворитель бензин и т.д. я уже х.з. чё думать... но метал когда привозят на отблиск вроде имеет желтоватый оттенок и на ощупь жирноватый....
Прикрепленные изображения
#9
OFFLINE
KuZ
-
- Пользователи+
-
- 369 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Москва
-
Из:Москва
Отправлено 28 Ноябрь 2017 - 14:06
Попробуйте давление кислорода уменьшить.
"Знаю я эти культурные дома. Иконы, самовары, Нефертити... Какие-то
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
#10
OFFLINE
Aseke7
-

- Пользователи+
-
- 18 сообщений
Студент
- Пол:Мужчина
-
Из:Алматы
Отправлено 26 Октябрь 2018 - 17:11
Не прорезает ... Скорость занизить... параметры пульсы поднять ....
Алга !!!
#11
OFFLINE
Владимир 1989
-
- Пользователи+
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Кременчуг
Отправлено 11 Май 2021 - 20:49
Добрый день! Нужны режимы резания на 2квт лазер raytool.
Темы с аналогичным тегами Режимы резки лазером, резка металла


Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

