Пришла в голову идея заказать CNC для решения следующей задачи:
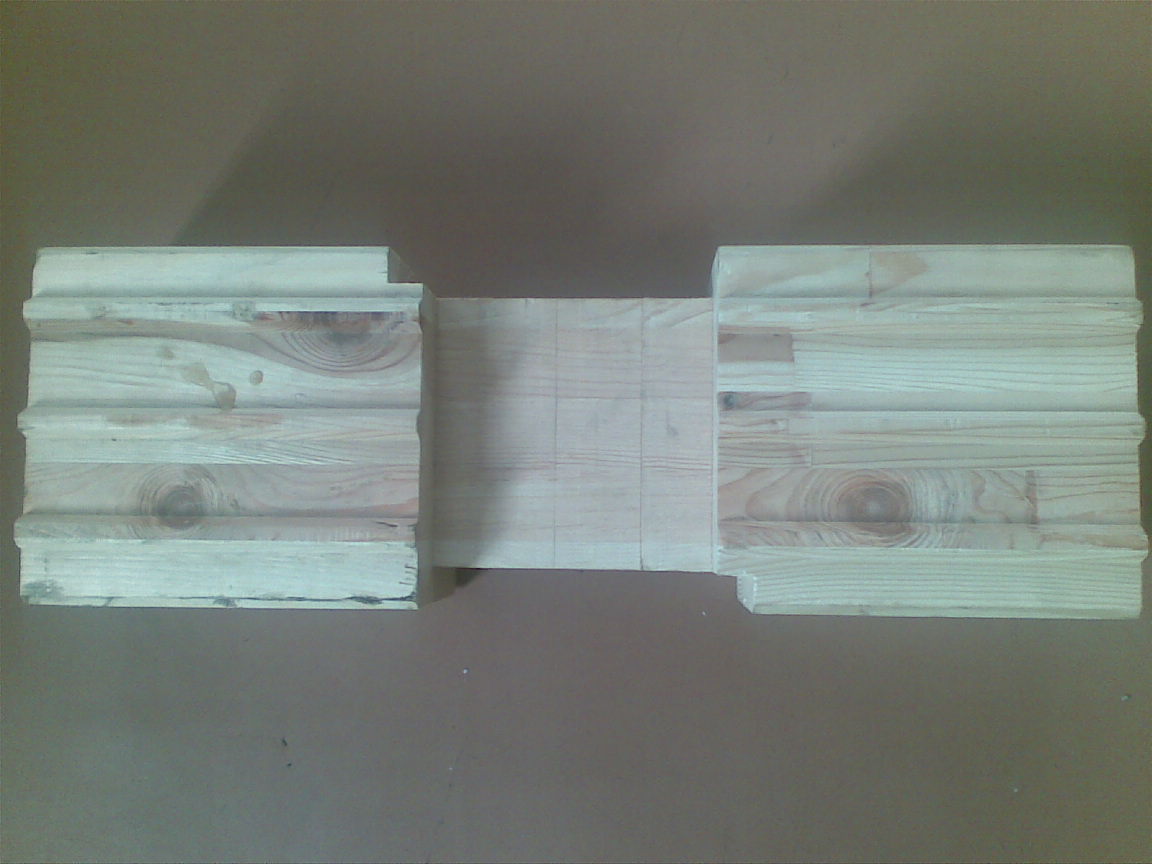
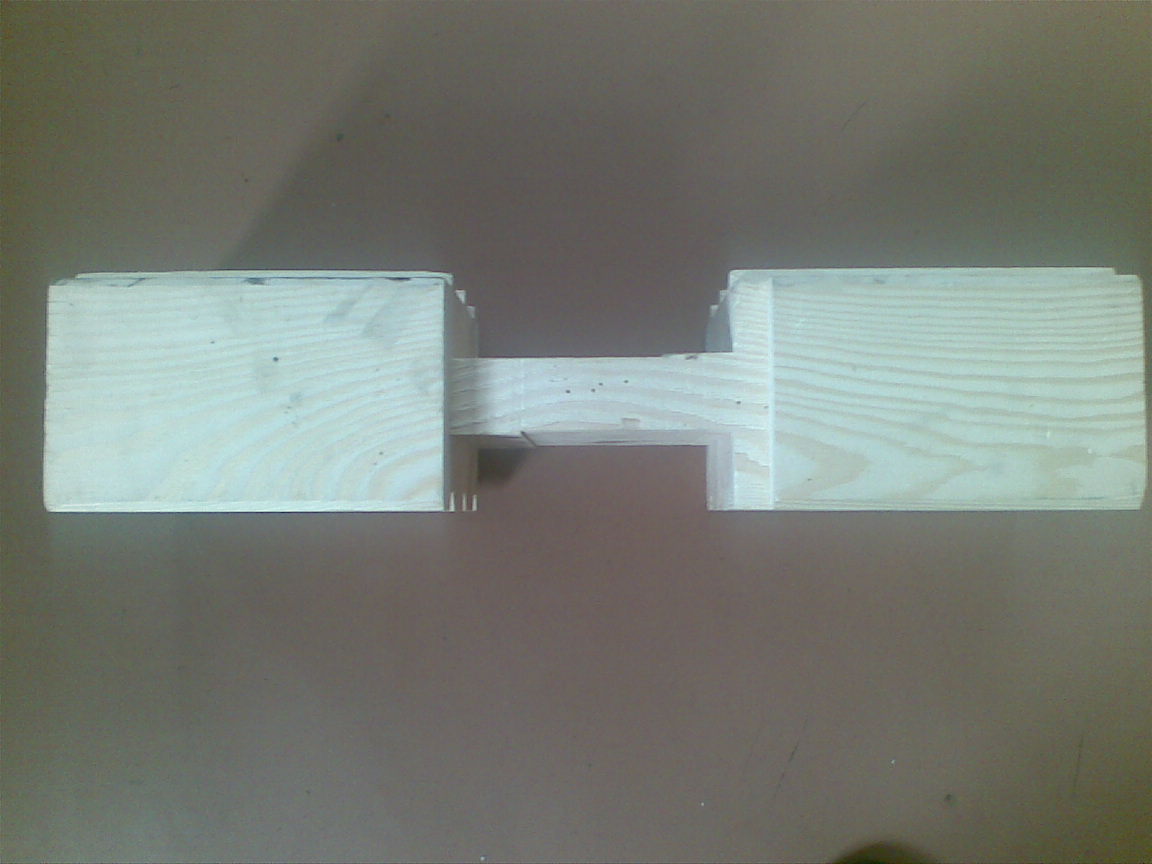
зарезка чаш в строительном брусе
Все чаши - прямоугольные.
Максимальный размер чаши: глубина 60мм ширина 260 мм.
Вариант 1:
Деталь: Строительный клееный брус 300*300*6500мм.
Рабочее поле станка: 350*350*7000мм.
Конструктор в программе К3 делает разбревновку с чертежами каждого бревна.
Кладем бревно на станок, режем все чашки по проекту на одной стороне бревна, поворачиваем его на вторую, затем на третью и четвертую.
Вариант 2:
Та же деталь
Рабочее поле станка: 350*350*500мм.
Два шпинделя (один вверху один внизу) работающих синхронно.
Размечаем бревно вручную.
Зарезаем чаши одновременно с двух сторон бруса, перемещая его по рольгангу сквозь окно станка от чаши к чаше.
Поворачиваем на бок, после чего повторяем процедуру.
Хотелось бы узнать мнение специалистов об этой идее - точность обработки и надежность станка, желаемая мощность шпинделя, время на обработку одной чашки и т.п