
Какой инструмент нужен и режимы?
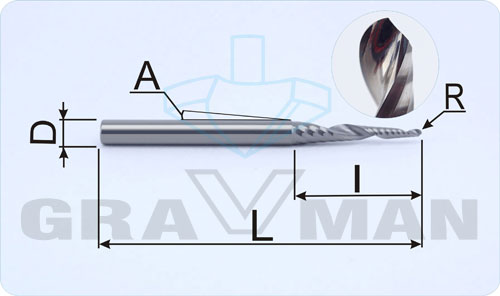
Начал резать этим: Спиральная фреза-гравер R0.5*30*6D*75 ... все в ворсе...

Сообщений в теме: 13
#2
 OFFLINE
OFFLINE
тот еще наладчик
-

- Пользователи+
-

- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 26 Октябрь 2015 - 21:13
Режется очень хорошо , газу до отказу или обороты шпинделя снижать .
#3
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 27 Октябрь 2015 - 12:21
Режется очень хорошо , газу до отказу или обороты шпинделя снижать .
фрезой какой?? нужно вырезать 3д элемент, форму для заливки.
той что выше не получается. она стружку не отрезает и не выбрасывает всю из зоны обработки.
получается куча бахромы в кармане. ее можно оторвать с некоторым усилием, но из мелких впадин не достать.
резал без черновой растром, максимальная глубина 15мм за один проход.
оставил в ночную резать... прихожу сегодня, фреза сломана на половине обработки... по ходу операторы ждать задолбались и врубили на 150%
так что газ до отказу не прокатит
#4
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 27 Октябрь 2015 - 12:27
Не резал,но по симптомам,на уровне предположения: может в зону реза побрызгать чего-то мыльного?И липнуть будет меньше и вымываться из "мелких впадин"...
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#5
OFFLINE
Admin
-

- Главные администраторы
-
- 1 801 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 27 Октябрь 2015 - 15:54
фрезой какой?? нужно вырезать 3д элемент, форму для заливки.
3D на полиэтилене целесообразней однозаходкой обрабатывать
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#6
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 28 Октябрь 2015 - 00:10
Не делайте подобные вещи из полиэтилена. Гадость.
По опыту - режется эта гадость только очень острыми однозаходными фрезами и в качестве смазки - распылитель с жидкостью для мойки окон.
Возьмите поликарбонат и будет Вам счастье. Отлично фрезеруются 3д вещи, формы, итд.
И проблем с режимами обработки/выбором фрез не будет. Очень благодарный материал.
#7
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 28 Октябрь 2015 - 12:50
Не делайте подобные вещи из полиэтилена. Гадость.По опыту - режется эта гадость только очень острыми однозаходными фрезами и в качестве смазки - распылитель с жидкостью для мойки окон.Возьмите поликарбонат и будет Вам счастье. Отлично фрезеруются 3д вещи, формы, итд.И проблем с режимами обработки/выбором фрез не будет. Очень благодарный материал.
а он как с полиуританом себя ведет?
просто к полиэтилену он не прилипает и хочется формы сделать чтоб без разделителя использовать.
кто то писал, что они формы для ПУ на ТПА делали... но у нас только фрезер... да и накладнее сначала форму для ТПА сделать, чтоб на ней формы для ПУ отлить
#8
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 28 Октябрь 2015 - 16:20
Вот тут не помогу. Ищите гуру по химии.
Последний обзац по моему скромному мнению полный абзац.
Последний обзац по моему скромному мнению полный абзац.
#9
OFFLINE
lkbyysq
-

- Cтарожил
-
- 9 926 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 28 Октябрь 2015 - 16:27
Мысль. Сделать из МДФ и к вакуум-формовщикам - пусть полиэтилен натянут.кто то писал, что они формы для ПУ на ТПА делали... но у нас только фрезер
Ну знаю как делают ПУ, но при изготовлении ППУ (пенополиуретан) выделяется достаточно много тепла. Расплавит полиэтилен поди. Да еще и давление какое-никакое есть.
Сообщение отредактировал lkbyysq: 28 Октябрь 2015 - 16:28
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#10
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 28 Октябрь 2015 - 19:21
Мысль. Сделать из МДФ и к вакуум-формовщикам - пусть полиэтилен натянут.
Ну знаю как делают ПУ, но при изготовлении ППУ (пенополиуретан) выделяется достаточно много тепла. Расплавит полиэтилен поди. Да еще и давление какое-никакое есть.
я как раз ППУ в пробную заливал. Там градусов до 70 разогревается. Ничего не плавит. Причем хотел феном сгладить поверхность... нифига не плавит, только размягчает.
У нас вакуумные пресса тоже есть.
Но если делать из тонкого форму, тогда ППУ точно в него не залить.
А ППУ лучше заполняет форму и по деньгам конечное изделие дешевле... единственный минус формы дороже.
для мелкого декора кстати и хочу на вакуумнике натягивать. Мелкие детали не получается из ППУ делать.
пс и давление там не какое-никакое, а атмосфер 5 ))
Сообщение отредактировал mihams: 28 Октябрь 2015 - 19:23
#11
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 926 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 28 Октябрь 2015 - 19:48
пс и давление там не какое-никакое, а атмосфер 5 ))
Мой скромный опыт показал, что это плохо. Это значит неправильные исходники (уж не помню, как этот комплекс называется). Если нужна плотность 600, то и заливать надо соответствующие, которые на выходе дают именно 600, а не те, которые стремятся разбухнуть до 200, а им не дают.
Сообщение отредактировал lkbyysq: 28 Октябрь 2015 - 19:55
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#12
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 28 Октябрь 2015 - 19:52
Мой скромный опыт показал, что это плохо. Это значит неправильные исходники (уж не помню, как этот комплекс называется). Если нужна плотность 600, то и заливать надо соответствующие, которые на выходе дают именно 600, а не те, которые стремятся разбухнуть до 200, а им не дают.
да не... я и говорю в зависимости от системы в форме создается давление до 5 атмосфер...
оно так и должно быть. это не пена монтажная, хотя и такой ППУ есть, а литьевой ППУ )
#13
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 926 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 28 Октябрь 2015 - 19:56
Мне еще вот что видится.
Форма должна быть из металла без всяких пластиков. Надо ведь дать остыть изделию, прежде чем из формы вынимать, а это время. А полиэтилен - преграда для тепла. Если серию гнать, то формы водой охлаждают.
Кроме того если стенки у формы холодные и теплопроводные, то и корочка у изделия получается более плотная.
Вроде как-то так.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#14
OFFLINE
mihams
-
- Опытный
-
- 1 360 сообщений
Гуру CNC
-
Из:Kovrov
Отправлено 28 Октябрь 2015 - 20:09
Мне еще вот что видится.
Форма должна быть из металла без всяких пластиков. Надо ведь дать остыть изделию, прежде чем из формы вынимать, а это время. А полиэтилен - преграда для тепла. Если серию гнать, то формы водой охлаждают.
Кроме того если стенки у формы холодные и теплопроводные, то и корочка у изделия получается более плотная.
Вроде как-то так.
опять да не ) ... ему тепло наоборот нравится. Реакция быстрее протекает. Мало того в холодной форме может изделие корявое получится и корочка нифига нормальная не получится.
в металические вставляем нагреватели.
а так металл конечно хорошо, но для крупных изделий. А я именно для мелких и средних пытаюсь сделать.
Как вариант из того же ПУ и делать, но хочется уменьшить человеческий фактор. Испортилась форма, фрезернул новую, пошел лить дальше.
А тут человек должен правильно подготовить оригинал, правильно замешать и залить без пузырей...
Вот что получается:
[attachment=18900:карниз с замком.jpg]
Сообщение отредактировал mihams: 28 Октябрь 2015 - 20:11
Темы с аналогичным тегами обработка полиэтилена
Лазерно-гравировальное оборудование →
Производственные вопросы →
Работа с пластиками →
Лазерая резка сверхвысокомолекулярного полиэтилена (СВМПЭ)Автор ry4ei , 11 Янв 2017 |
|
|
||
Лазерно-гравировальное оборудование →
Производственные вопросы →
Резка вспененного полиэтилена лазеромАвтор CNC user , 12 Июл 2016 |
|
|
||
Лазерно-гравировальное оборудование →
Производственные вопросы →
Работа с пластиками →
При резке горит полиэтиленАвтор leonidas , 14 Фев 2014 |
|
|
||
Фрезерно-гравировальное оборудование →
Производственные вопросы →
Фрезеровка высокомолекулярного полиэтилена PE500Автор bartal , 06 Июл 2012 |
|
|
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}