
какую уп выбрать для обработки на 4 и 5 осей с понятным интерфейсом ?

Посоветуйте программу для обработки на 4 и 5 осях с понятным интерфейсом
Автор
aram
, 13 Май 2015 14:54
5 осевой ЧПУ программа под ось вращения 4-х координатный
Сообщений в теме: 15
#2
 OFFLINE
OFFLINE
Lodochnik
-

- Cтарожил
-

- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 13 Май 2015 - 16:15
любую уп с понятным интерфейсом . 
Постарайтесь грамотно сформулировать вопрос, возможно и ответ будет более точным.
С уважением, Олег.
#3
OFFLINE
aram
-
- Пользователи
-
- 14 сообщений
Студент
-
Из:Москва
Отправлено 13 Май 2015 - 16:56
(понятный интерфейс) имеется в виду не сложный в освоение на 4-5 осях. я сейчас пробую в декспроте пока не очень получается. получается только на 3 оси (( я новичок в этом. ошибки мои простительны
#4
OFFLINE
Elnurko
-

- Пользователи+
-
- 451 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Баку
- Интересы:Чпу , IT, Архитектура, Астрофизика.
-
Из:Азербайджанская Республика
Отправлено 13 Май 2015 - 20:04
терзайте PowerMill только с постом придется помучится а если обратитесь к проффесионалам то за зеленых так за 1000 вам состряпают грамотный пост!
и под УП вы наверное подразумевали CAM систему?!
Сообщение отредактировал Elnurko: 13 Май 2015 - 20:05
Все сложное -просто!!!

#5
OFFLINE
aram
-
- Пользователи
-
- 14 сообщений
Студент
-
Из:Москва
Отправлено 13 Май 2015 - 20:37
и под УП вы наверное подразумевали CAM систему?!
если CAM это та программа которая создает траекторию обработки то да. за 1000$ пост? это не дорого ?
#6
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 14 Май 2015 - 01:22
Посмотрите на VisualMill. Тоже вполне достойно и наверное по проще в освоении.
#7
OFFLINE
Elnurko
-
- Пользователи+
-
- 451 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Баку
- Интересы:Чпу , IT, Архитектура, Астрофизика.
-
Из:Азербайджанская Республика
Отправлено 14 Май 2015 - 11:41
если CAM это та программа которая создает траекторию обработки то да. за 1000$ пост? это не дорого ?
это не дорого для грамотного 5 осевого поста под нонейм станок с нонейм стоикой!
Все сложное -просто!!!
#8
OFFLINE
3D-BiG
-

- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 14 Май 2015 - 12:03
Если за один кусок зелени - то даже дешево...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#9
OFFLINE
Zhichen0301
-

- Пользователи
-
- 10 сообщений
Студент
- Пол:Мужчина
- Город:Jinan city China
-
Из:Jinan china
Отправлено 14 Май 2015 - 13:03
какую уп выбрать для обработки на 4 и 5 осей с понятным интерфейсом ?
привет,Друг. тот ваши 4-оси именно для обработки радиусных фасады или какой ? у нас инженеры щас для обработки 4-оси гнутых фасады или по 5-оси 3д моделей все за программы UG8.0, по 4-оси тоже бывает на программы Powermill / , у нас есть поступрецесор для эти две программы .
#10
OFFLINE
3D-BiG
-
- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 14 Май 2015 - 13:52
Если это наилучший 4-х осевой станок - сужу по названию ролика, то что он так медленно бегает по рельефу?
Станок с автосменой инструмента и поворачивающимся шпинделем, а стойка Синтек. Интересно, а как эта стойка в этом случае может проводить компенсацию на длину выноса инструмента, если она для этого НЕ предназначена, дабы в дальнейшем учесть изменения радиуса поворота фрезы, или все фрезы жестко выставляются на строго определенную длину вылета? В трех осях или при поворотном столе - да ,стойка Синтек будет работать корректно с компенсацией длины выноса, а при поворотном шпинделе - нет...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#11
OFFLINE
aram
-
- Пользователи
-
- 14 сообщений
Студент
-
Из:Москва
Отправлено 14 Май 2015 - 14:43
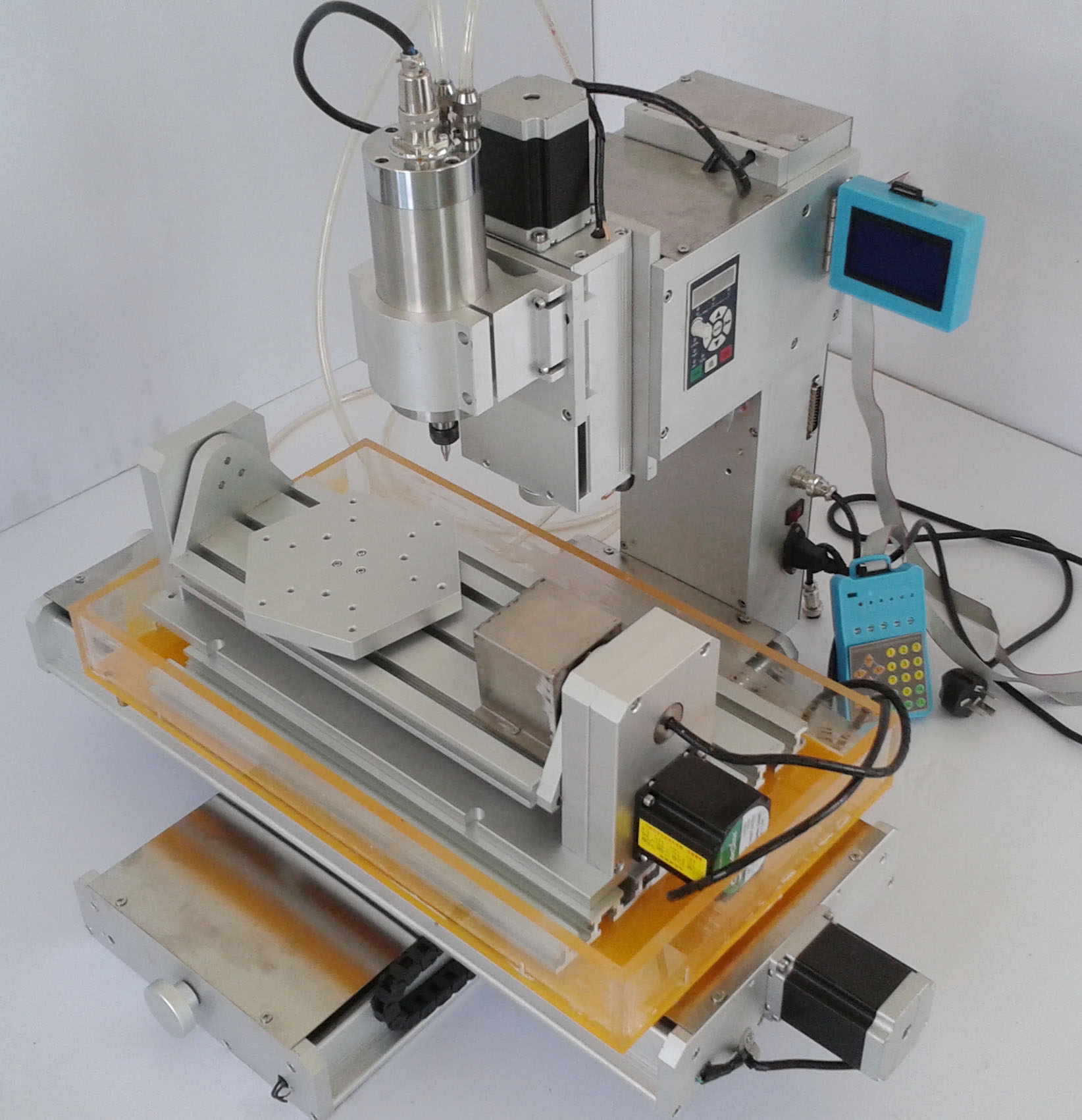
вот мой станокпривет,Друг. тот ваши 4-оси именно для обработки радиусных фасады или какой ?
#12
OFFLINE
Elnurko
-
- Пользователи+
-
- 451 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Баку
- Интересы:Чпу , IT, Архитектура, Астрофизика.
-
Из:Азербайджанская Республика
Отправлено 15 Май 2015 - 12:32
Сложно будет вам под него программки лепить...... мозги у вашего станка как бы это сказать .... мо моему не расчитаны на неприрывную 5 осевую.... ну в лучшем случае на позиционную можно расчитывать... так как надо расчитывать трансформацию осей в реальном времени..... хотябы стойку могли бы нормальную поставить....
Хотя чем черт не шутит ...... люди и на Mach3 работают как то ...я тоже свой первый 5 осник на Mach3 делал ....
давайте мыло ...... я сотряпаю вам сферу в 5осях....
ну и скажите какие фрезы есть и вылет.....
начнем с позициооной хотябы ....посмотрим на что этот малышь способен!
и размеры стола ..... тоже надо сказать.... и какой материал есть .... дерево пенопласт ну или тому подобный материал....
Сообщение отредактировал Elnurko: 15 Май 2015 - 12:36
Все сложное -просто!!!
#13
OFFLINE
urclub
-
- Пользователи+
-
- 21 сообщений
Студент
Отправлено 22 Сентябрь 2015 - 10:53
Прекрасно рвботает и радиус дуги меняет в зависимости от длинны инстумента. В syntec нужно активировать RTCP.
Если это наилучший 4-х осевой станок - сужу по названию ролика, то что он так медленно бегает по рельефу?
Станок с автосменой инструмента и поворачивающимся шпинделем, а стойка Синтек. Интересно, а как эта стойка в этом случае может проводить компенсацию на длину выноса инструмента, если она для этого НЕ предназначена, дабы в дальнейшем учесть изменения радиуса поворота фрезы, или все фрезы жестко выставляются на строго определенную длину вылета? В трех осях или при поворотном столе - да ,стойка Синтек будет работать корректно с компенсацией длины выноса, а при поворотном шпинделе - нет...
Сообщение отредактировал urclub: 22 Сентябрь 2015 - 10:57
#14
OFFLINE
Ingener001
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:москва
Отправлено 01 Март 2018 - 04:00
Всем привет!
Как задействовать в обработке 4-ую ось? Помогите советом!Пожалуйста!
Есть 4-х координатный станок(3 оси и + отдельным дополнительным каналлом (не вместо оси У) одна токарная вдоль оси Х). Существует ли программа
1) которая позволяет создать управляющую программу в g-кодах, задействующая все 4 оси станка?
2) которая позволяет легко создать постпроцессор обработки, или же указать вдоль какой оси находися токарная ось и настроить произвольным образом величину количества шага(градуса) на каждую ось перед генерацией G - кода.
#15
OFFLINE
vv92
-

- Cтарожил
-
- 9 406 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 01 Март 2018 - 11:52
Повермил. И нужен пост процессор под Вашу конфигурацию.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#16
OFFLINE
urclub
-
- Пользователи+
-
- 21 сообщений
Студент
Отправлено 15 Март 2018 - 01:57
Всем привет!
Как задействовать в обработке 4-ую ось? Помогите советом!Пожалуйста!
Есть 4-х координатный станок(3 оси и + отдельным дополнительным каналлом (не вместо оси У) одна токарная вдоль оси Х). Существует ли программа
1) которая позволяет создать управляющую программу в g-кодах, задействующая все 4 оси станка?
2) которая позволяет легко создать постпроцессор обработки, или же указать вдоль какой оси находися токарная ось и настроить произвольным образом величину количества шага(градуса) на каждую ось перед генерацией G - кода.
Можно использоватьаальфакам
По пункту 2. На сколько я понимаю количество шагов на градус поворота оси или шагов на милиметр. Точнее сказать, сколько милиметров пути или градусов поворота на один импульс, задается в управляющей программе станка или в параметрах пульта управления станка. И не коем образом не связанно с постпроцессором.
Или какой нибудь программой, генерирующей G коды.
Темы с аналогичным тегами 5 осевой ЧПУ, программа под ось вращения, 4-х координатный
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

