
Приветствую.
Создал уп для чистки стола. Значения шпинделя и перемещений указываются не в Арткаме, а c пульта и инвертора.
Когда запускаю уп шпиндель начинает вращение. Но он то мне включенный не нужен. Неужто вручную его отключать?
Пример программы:
T1M6
M5
G0Z70.020
G0X0.000Y0.00
G0X229.050Y50.287Z40.020
X229.050Y3900.287
X519.050
X519.050Y50.287
X809.050
X809.050Y3900.287
X1099.050
X1099.050Y50.287
X1389.050
X1389.050Y3900.287
X1679.050
X1679.050Y50.287
X1969.050
X1969.050Y3900.287
G0Z40.020
G0X0.000Y0.000
G0Z40.020
G0X0Y0
M30
Что за T1M6?

УП для стружкоотсоса
Автор
eworks
, 18 Дек 2014 14:24
Сообщений в теме: 18
#2
 OFFLINE
OFFLINE
courage
-

- Пользователи+
-

- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 18 Декабрь 2014 - 14:44
M6T1 или просто T1 или T1M6 это запуск смены инструмента на инструмент номер 1.
Команд на запуск шпинделя у вас в коде нет, похоже дело в настройке системы управления станком.
В алгоритме смены инструмента точно нет вращения шпинделя, также у вас стоит команда M5 для останова вращения - тут возможна пауза в 10 секунд или более, если такая настройка задана в системе управления.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#3
OFFLINE
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
-
Из:Мск
Отправлено 18 Декабрь 2014 - 15:36
m5 я сам вписал.
Короче, решил на инверторе кнопку STOP нажимать.
#4
OFFLINE
lkbyysq
-

- Cтарожил
-
- 9 530 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 18 Декабрь 2014 - 15:37
eworks, что за ЧПУ?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#5
OFFLINE
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
-
Из:Мск
Отправлено 18 Декабрь 2014 - 16:24
multicut
T1 смена инструмента.... ах да, на канадском axyz на пульте вспомнил индикацию T1P? хоть и был сменник да без патронов
команда m30 возвращает в 0.0. Подскажите, как сделать чтоб не возвращала? просто не писать m30?
Сообщение отредактировал eworks: 18 Декабрь 2014 - 17:06
#6
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 18 Декабрь 2014 - 17:20
Можно M30 убрать, но некоторые системы ЧПУ могут тогда не видеть завершения программы.
Опять же это особенности ЧПУ. Документашка есть на неё?
Multicut это модель станка, а вот чем он управляется это было бы интересно узнать.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#7
OFFLINE
3D-BiG
-

- Модератор
-
- 14 432 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Декабрь 2014 - 17:25
Если без автосмены, то 0501, или А11S, если с автосменой, то если китайский, то синтек, если их новинка 5000 серии, то А57... В ближайшее время должен быть сделан двухшпиндельник с последовательной работой шпинделей на НК105. Андрей, если интересно глянуть на них - можем к ним съездить в Бердск на производство...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#8
OFFLINE
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
-
Из:Мск
Отправлено 18 Декабрь 2014 - 18:17
multicut 3000. версия пульта А11S (или 0501)
Был у них на выставке Мебель 2014.=)
3D-BiG, сбоило у нас электричество. программный дом сбился. Причем сами производители этого станка говорят. Что какие-то пульты (или это относится к сериям станка?) они прошивают, какие-то нет (странно), чтоб при сбое дом сохранялся. Что думаете? Кстати можно сделать так чтоб бы при отрубании сети он запоминал место остановки и автоматически сохранял в ячеку?
G0Z50.020
G0X0.000Y0.00
G0X229.050Y50.287Z50.020
X229.050Y3900.287
X519.050
X519.050Y50.287
X809.050
X809.050Y3900.287
X1099.050
X1099.050Y50.287
X1389.050
X1389.050Y3900.287
X1679.050
X1679.050Y50.287
X1969.050
X1969.050Y3900.287
X229.050Y3900.287
возвращает в ноль все равно
Сообщение отредактировал eworks: 18 Декабрь 2014 - 18:19
#9
OFFLINE
3D-BiG
-
- Модератор
-
- 14 432 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Декабрь 2014 - 18:38
Во второй и третий день этой же выставки также был у них на стенде, где стоял их 5000-к.
Как-то не совсем понял ваш вопрос, но попробую ответить как понял:
В принципе подхват координаты сбоя при пропадании питания для продолжения с точки сбоя задания после включения станка для обоих пультов возможен: в 0501 он включается либо через программу прошивки, либо в Sustem_Setup - Function Configure - пункт: Do you need save PowerOff?- защита от отключения электропитания
В А11S - также должен быть - вроде он там по у молчанию - я плохо знаю пока эту электронику..
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#10
OFFLINE
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
-
Из:Мск
Отправлено 18 Декабрь 2014 - 19:28
3D-BiG, спасибо. Вы мне напомнили этот пункт, просто с этим пультом полтора года уже не пользовался, подзабыл.
Второй вопрос был о том, что если произошел сбой питания есть ли возможность начать с того места когда произошел этот сбой.
Как быть с возвратом в 0 после окончания программы. Тело уп выше
Сообщение отредактировал eworks: 18 Декабрь 2014 - 19:54
#11
OFFLINE
3D-BiG
-
- Модератор
-
- 14 432 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Декабрь 2014 - 20:06
Не разбирался с этим ибо такое было НЕ надо... Реально не вижу для чего такое нужно...
Сообщение отредактировал 3D-BiG: 18 Декабрь 2014 - 20:07
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#12
OFFLINE
MiG
-

- Продвинутый
-
- 2 017 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 18 Декабрь 2014 - 20:25
...из мануала на пульт A11


p\s ...
Продолжение обработки после аварийного отключения питания описано на страницах 49 - xxx мануала
Сообщение отредактировал MiG: 18 Декабрь 2014 - 20:42
| cncservice |
#13
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 19 Декабрь 2014 - 00:47
Вадим, я только за. Поехали на следующей неделе.
Вопрос по включению шпинделя при запуске программы. Я не нашел в руководстве описания пунктов меню G-code setup
Как работает пункт меню "Spindle". На пульте который я настраивал стояло NTLLG, времени для экспериментов особых не было, но очень интересно узнать как не включать шпиндель при запуске программы. Также есть настройка S Read - Ign S
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#14
OFFLINE
vv92
-

- Cтарожил
-
- 9 236 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 19 Декабрь 2014 - 01:08
А чё на них смотреть. На подороже которые, Вадим сказал раму получше сделали, вроде хорошую. А так, там есть приличные инженеры.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#15
OFFLINE
3D-BiG
-
- Модератор
-
- 14 432 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 19 Декабрь 2014 - 01:16
Андрей, для 0501:
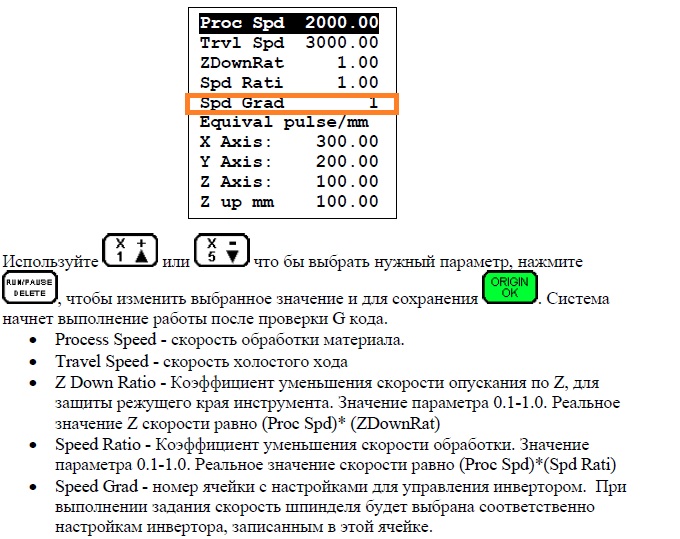
Read F Disable - означает игнорирование F кода (заданной в файле скорости подачи по осям). Оси будут перемещаться со скоростью, заданной параметрами Proc spd на пульте при запуске обработки Enable – считывание скорости подачи заданной в файле F кодом.
Disp Error указывает на ошибку G кода. Обозначает нахождение неизвестного G код или ошибку синтаксиса при использовании G кода/ необходима правка программы обработки.
Keep Zup - это высота подъема шпинделя после завершения работы. Enable означает, что шпиндель поднимется на выставленную высоту после завершения работы. Disable означает, что шпиндель поднимется, как сказано в файле.
Read T – использовать функцию смены инструмента Disable – не считывать номер инструмента из программы Enable – считывать номер
Hold on – Включить поддержку/Резервная функция
Hold on – Включить поддержку/Резервная функция
Управление включением/выключением шпинделя на 0501 электронике на станке с двумя шпинделями последовательной обработки, который мне приходилось запускать, выполнялась командами:
G04 - пауза в мс
М6 и останавливала шпиндель и в совокупности с командой соответствующего инструмента, а там были они НЕ стандартные, опускала нужный инструмент
М3 - раскручивала шпиндель
НО ЭТО БЫЛО НА КОНКРЕТНОЙ СПЕЦПРОШИВКЕ ДЛЯ СТАНКА С ПНЕВМООПУСКАЕМЫМИ ДВУМЯ ШПИНДЕЛЯМИ....
Володя, надо НЕ только на низ посмотреть, но и потрогать, попинать и даже погонять на них, и только в этом случае станет возможно этим станкам доверять...
Сообщение отредактировал 3D-BiG: 19 Декабрь 2014 - 07:52
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#16
OFFLINE
vv92
-
- Cтарожил
-
- 9 236 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 19 Декабрь 2014 - 01:59
Вадим, так я чё, я и сам с радостью быб потрогал руками, но штуки три хотя бы из серии.
Если чё, клиента им отправил, своих денег потерял немало, но дело принципа-говенный у меня характер.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#17
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 19 Декабрь 2014 - 10:07
Вадим, на A11 этот раздел меню отличается значительно. Там есть как минимум два пункта о которых я написал, мне интересно другое - запуск шпинделя происходит только из-за настроек в пульте или же настройками не сделать так, чтобы он не включался и придется G-коды вписывать.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#18
OFFLINE
3D-BiG
-
- Модератор
-
- 14 432 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 19 Декабрь 2014 - 11:28
У меня пока нет А11, так что-то утверждать или отрицать НЕ могу, а по 0501 пульту - можем поэкспериментировать - их у меня парочка комплектов лежит - можем и разные прошивки в них позагонять, а вот по А11 можем ,если поедем, в Бердске в MultiCUT у Данилы попробовать - они их используют, а Данила думаю сам заинтересуется экспериментами...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#19
OFFLINE
eworks
-
- Пользователи
-
- 9 сообщений
Абитуриент
-
Из:Мск
Отправлено 19 Декабрь 2014 - 20:35
Не разбирался с этим ибо такое было НЕ надо... Реально не вижу для чего такое нужно...
Когда фреза ломается это не кажется ненужной функцией, но очень удобной. Почему она не будет удобна при перебоях в сети.
Пульт у нас 0501.
С шпинделем разобрался. Да не совсем. комбинацию стрелок для заданной скорости не могу подобрать.
Выбираем ячейку 0 в Speed Grad в меню при выборе файла уп
Если у вас, конечно установки значений инвертора стоят
В общем пока я добился того что шпиндель не запускается.... вообще ..  ..при выборе любых ячеек. надо с комбинациями разбираться
..при выборе любых ячеек. надо с комбинациями разбираться
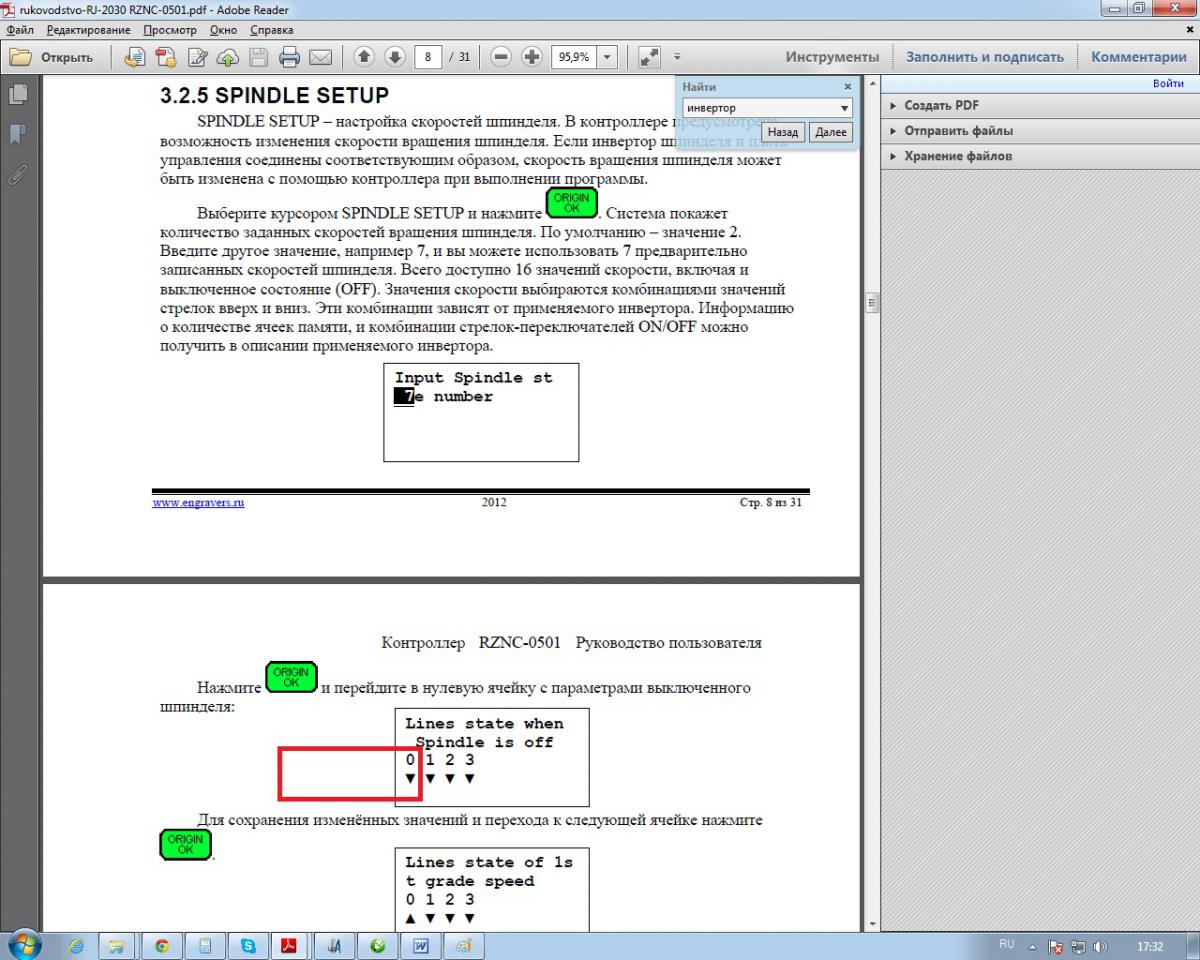
Выберите курсором SPINDLE SETUP и нажмите . Система покажет
количество заданных скоростей вращения шпинделя. По умолчанию – значение 2.
Нажмите и перейдите в нулевую ячейку с параметрами выключенного
шпинделя: (у меня)
0 1 2 3
вниз вниз вниз вниз
Нажмите и перейдите в 1 ячейку с параметрами выключенного
шпинделя: (у меня)
0 1 2 3
вверх вверх вниз вниз
Запускаем УП шпиндель не запускается. останавливаем выполнение программы. Шпиндель запускается ( у меня. забыл точные комбинации уже =)))
0 1 2 3
вниз вверх вниз вниз
Выберите курсором SPINDLE SETUP и нажмите . Система покажет
количество заданных скоростей вращения шпинделя. По умолчанию – значение 2.
Введите другое значение, например 7, и вы можете использовать 7 предварительно
записанных скоростей шпинделя. Всего доступно 16 значений скорости, включая и
выключенное состояние (OFF). Значения скорости выбираются комбинациями значений
стрелок вверх и вниз. Эти комбинации зависят от применяемого инвертора. Информацию
о количестве ячеек памяти, и комбинации стрелок-переключателей ON/OFF можно
получить в описании применяемого инвертора.
В описании управления инвертора VFD-G через панель управления VFD-PU01 такого не нашел, но думаю что плохо искал.
Как мне победить возвращение в 0 после окончания программы
Сообщение отредактировал eworks: 19 Декабрь 2014 - 22:10
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}