Мля... Кому Вы пудрите мозги,Козюльский?!!?!?!?!?!?Здесь Вам не Привоз,а юнайтед стэйт,оф,таки,Америка!(С).
Если на станке есть вакуум и желающий делать упражнения,то вот формула счастья:
Пишете простецкое движение вдоль самой длинной оси,прям на G1,можно руками,можно через любой кам.Один пямой проход+выход+отъезд.После этого пишите паузу на G04 и копируете первое движение+пауза, хоть мильён раз.
Смысл процедуры:
Бросается деталь на стол,подводите к самому элементарному упору(вдоль которого и написано движение),включаете вакуум - деталь прилипла.Запускаете программу.Проходите одну сторону,после этого станок уводит шпиндель в нужное для манипуляций с деталью положение и встает в отсчёт паузы по команде G04.Паузу вычисляем эмпирическим путём(можно простым замером времени на процедуру).Оператор поворачивает лист другой стороной к упору и включает вакуум.Станок,досчитав паузу - делает рез.
Текстовое описание несколько уныло,но работа таким способом весьма эффективна.Особенно,для случаев,когда деталей много,все они разной формы и есть шанс запутаться.
Если форма деталей не блещет разнообразием,то можно ОЧЕНЬ легко написать прогу обгона по периметру.
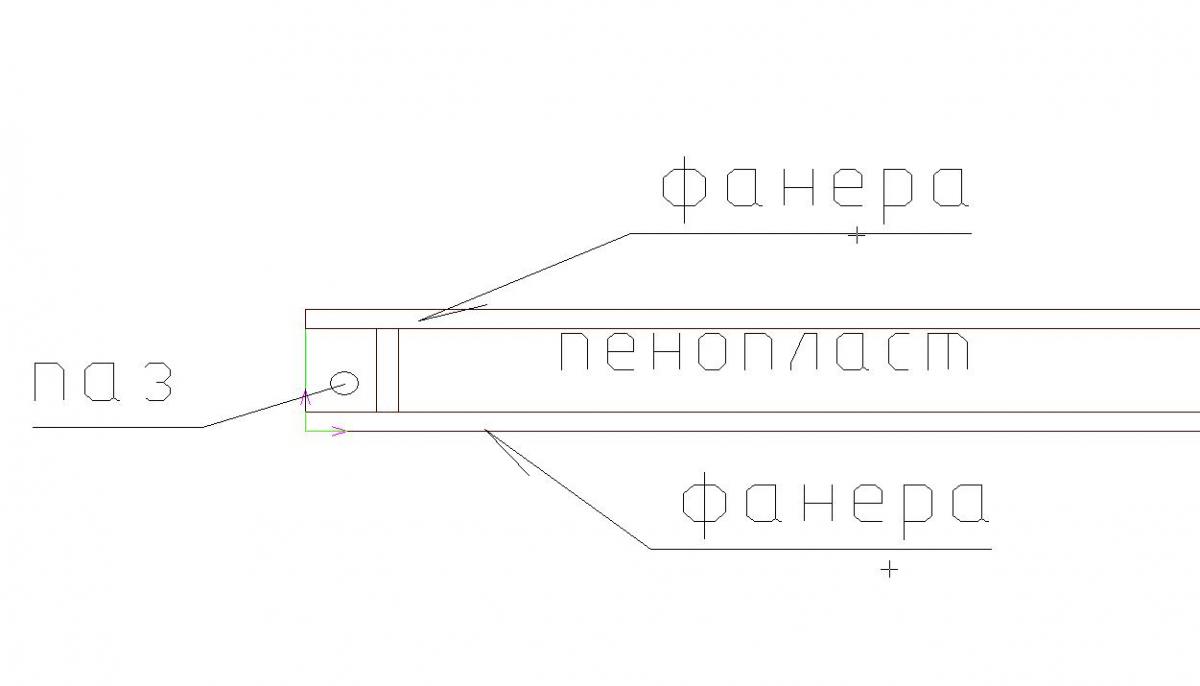
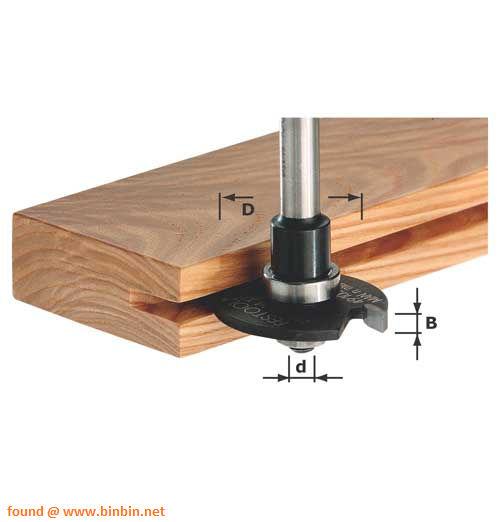
Если деталей мало и нет желания выделываться,то ручной фрезер и фреза с подшипником.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}