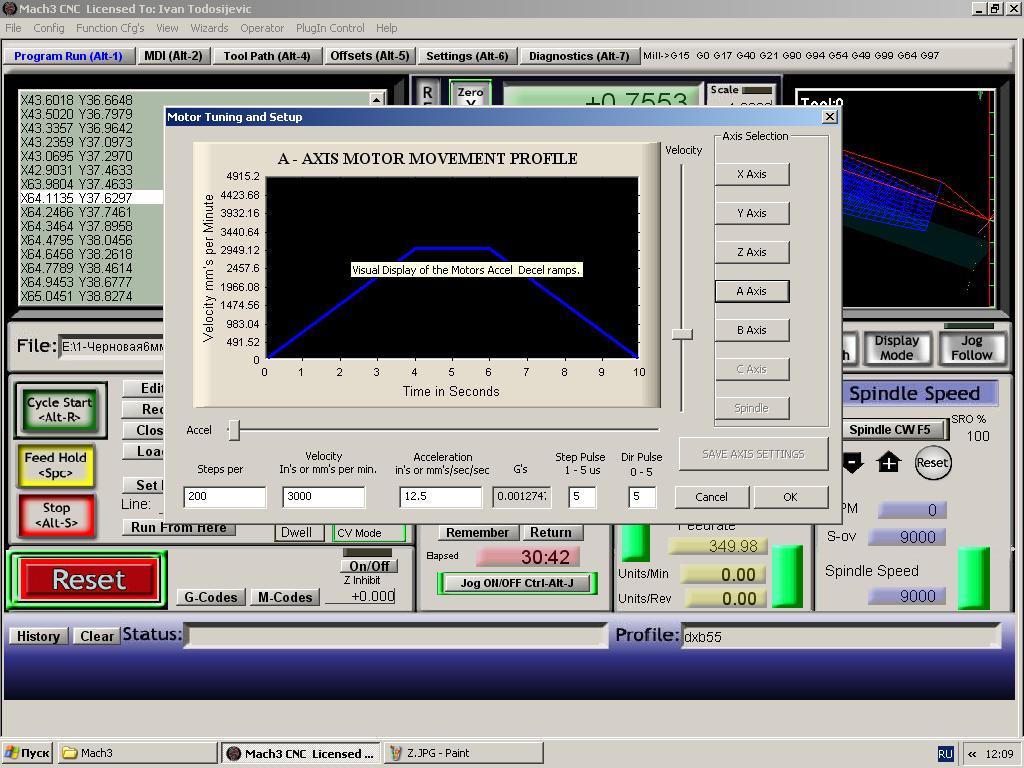
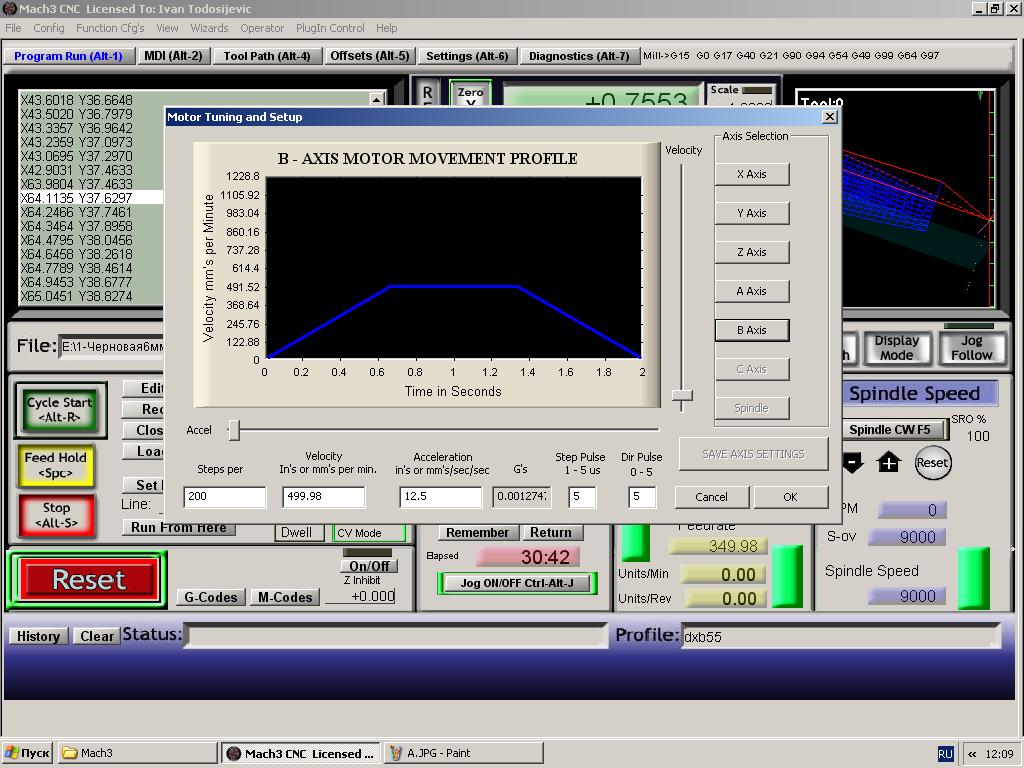
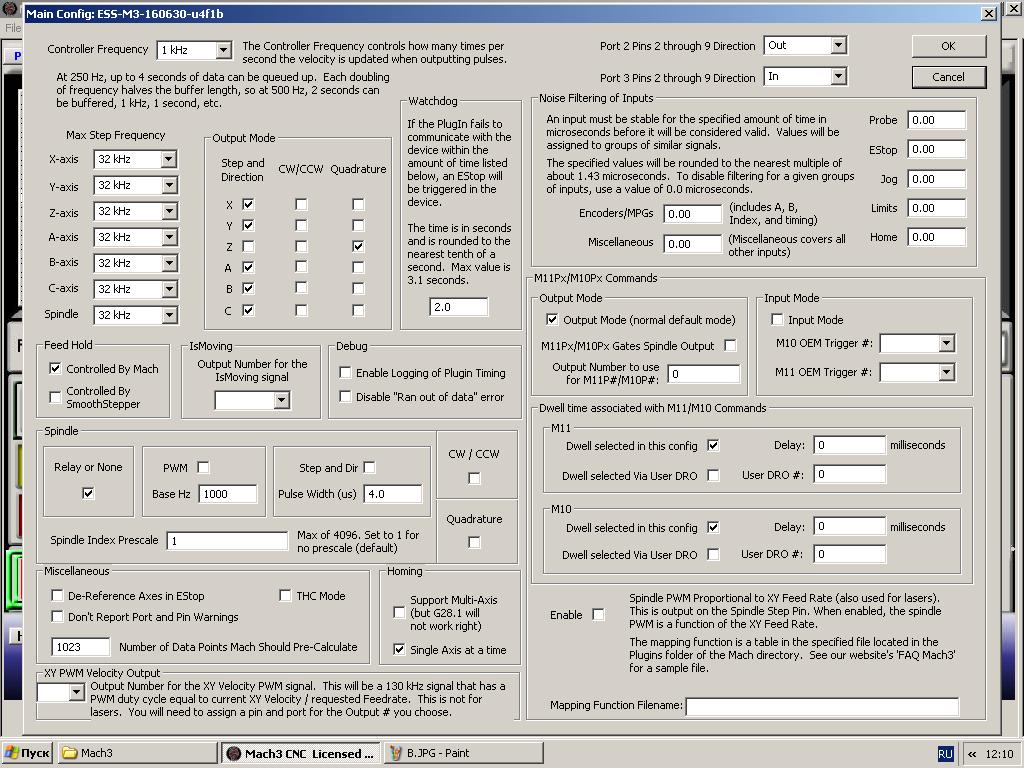
Ситуация следующая. Как не пытался но все-таки как считать так и недопер. У меня получается что нужно ставить совсем маленькую частоту 32khz.
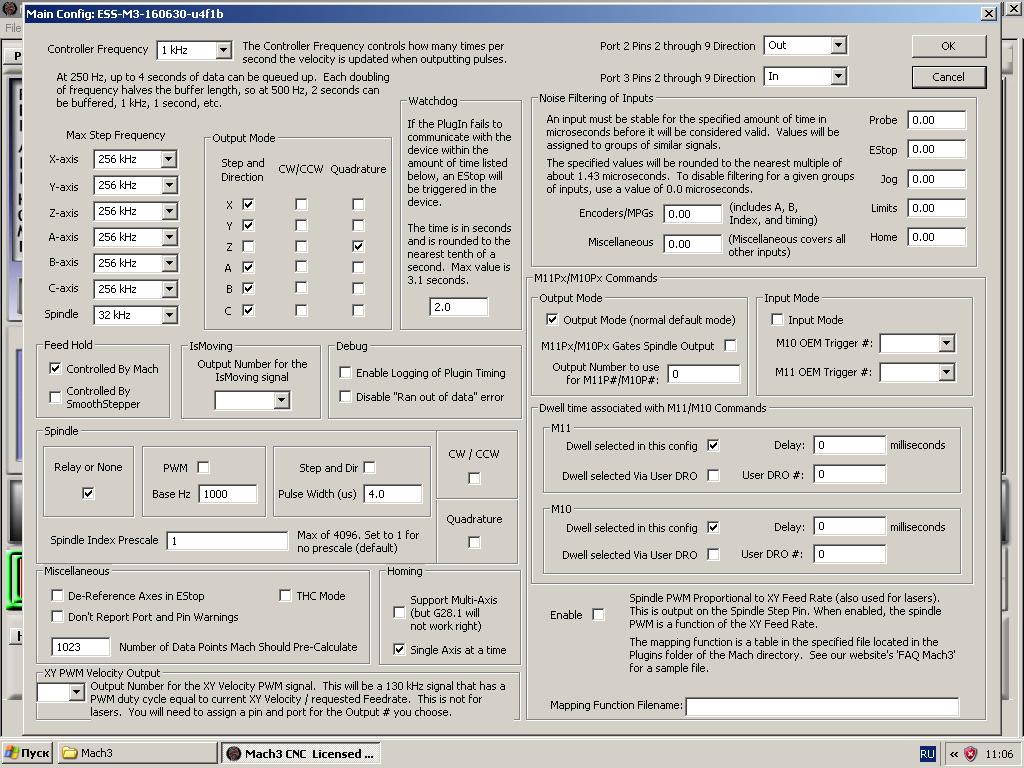
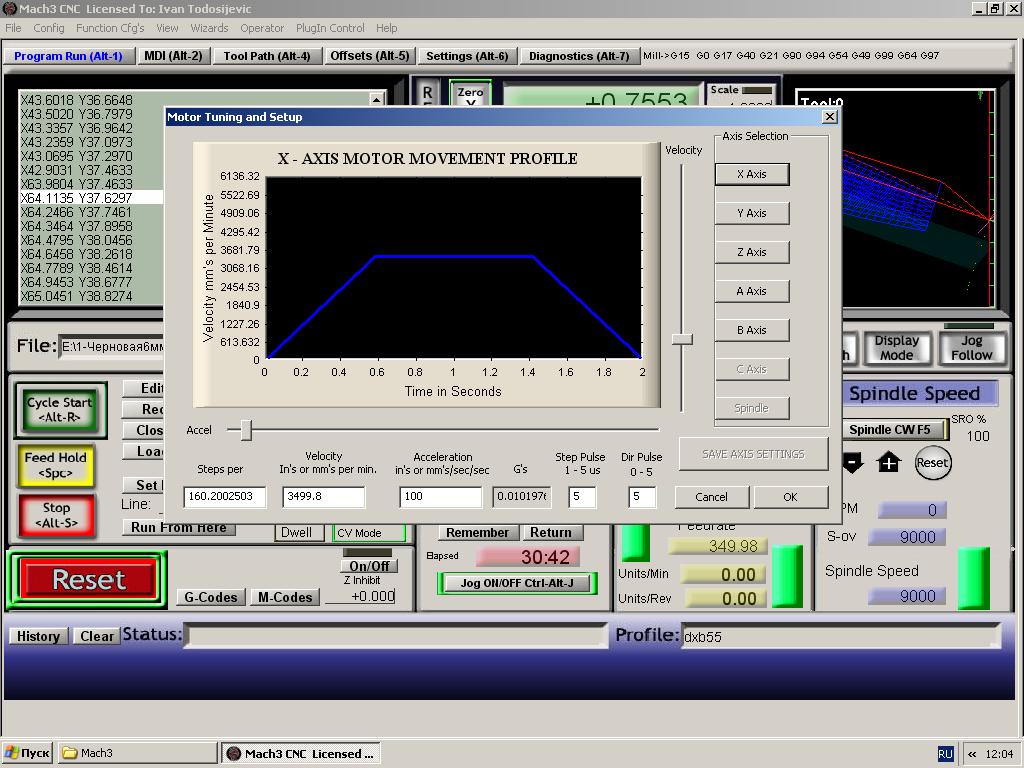
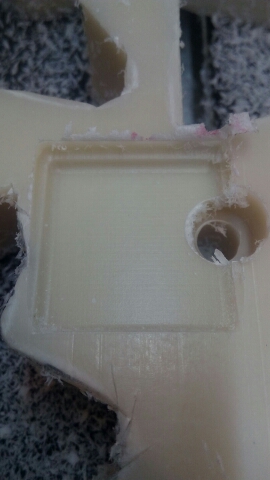
Это не вариант даже на 256khz Max.Step Frequency и 1Mhz ControlerFrequency на чистовых уп поверхность не получается ровной с маленькими перепадами полосочьками по всей поверхности. Тоисть для испытании взят капралон при нормальной работе станка на чистовых операциях сферической фрезой при маленьком шаге 0.1 поверхность должна быть практически полированной а здесь нет шагрень по всей площади Z как будто нестабилен что-ли.
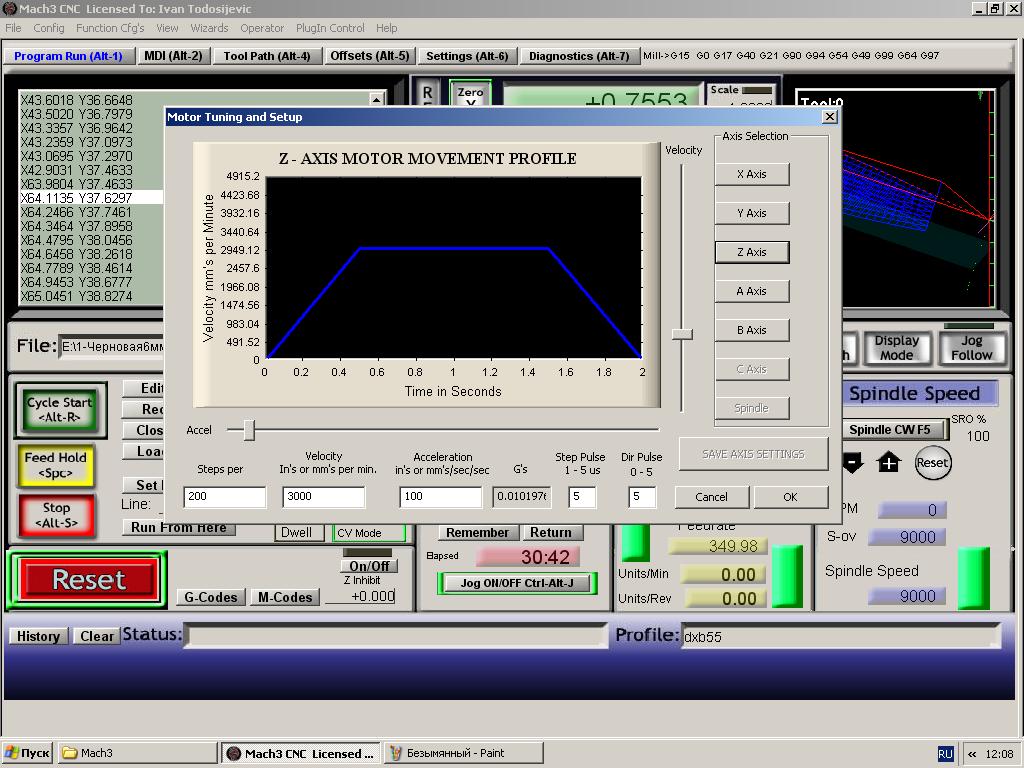
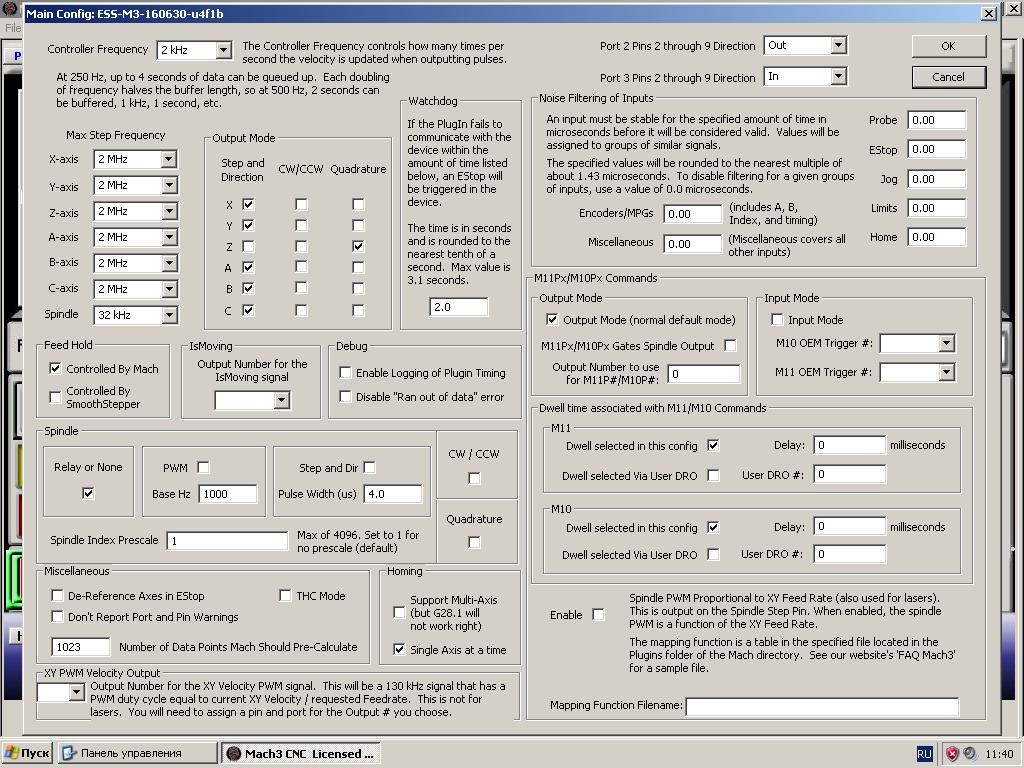
Поробывал 512khz стало лучше пото 1Mhz стало совсем хорошо))) ставил и 2Mhz но еще лучше уже настало))). И все бы хорошо но съезжает Z
примерно на 1-2 мм к концу уп. Причем на черновых операциях где скорости меньше а шаг больше этого или нет или неувидел пока.
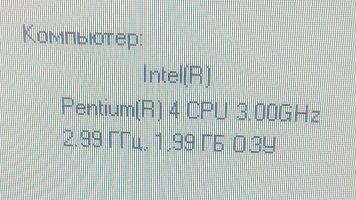
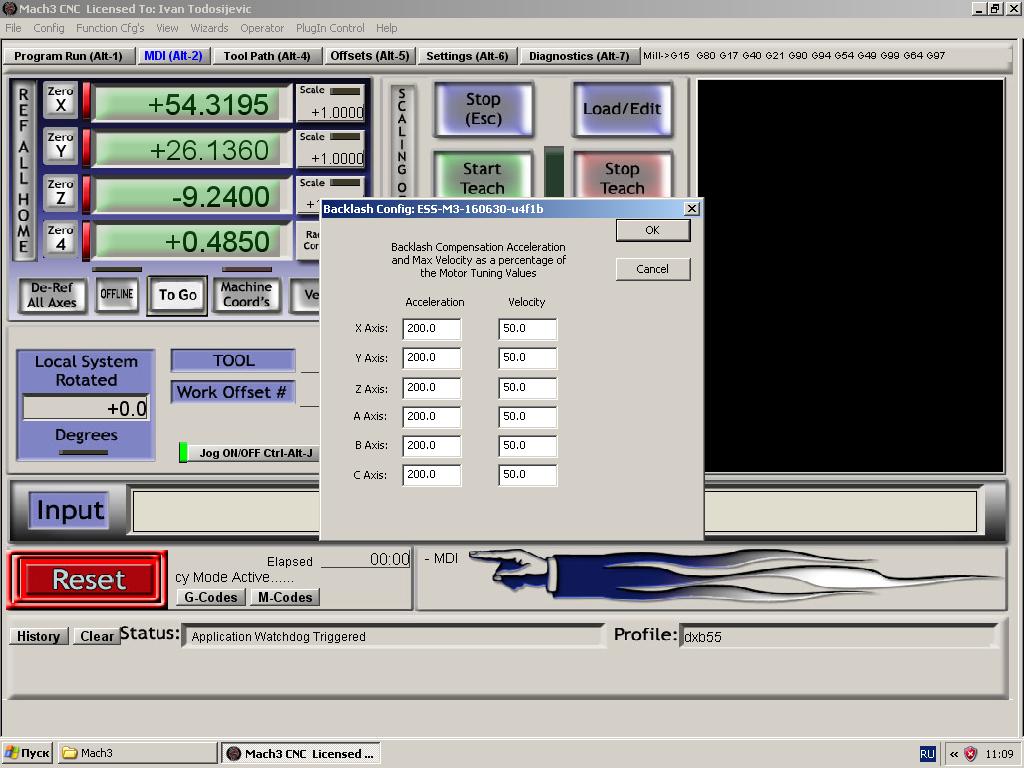
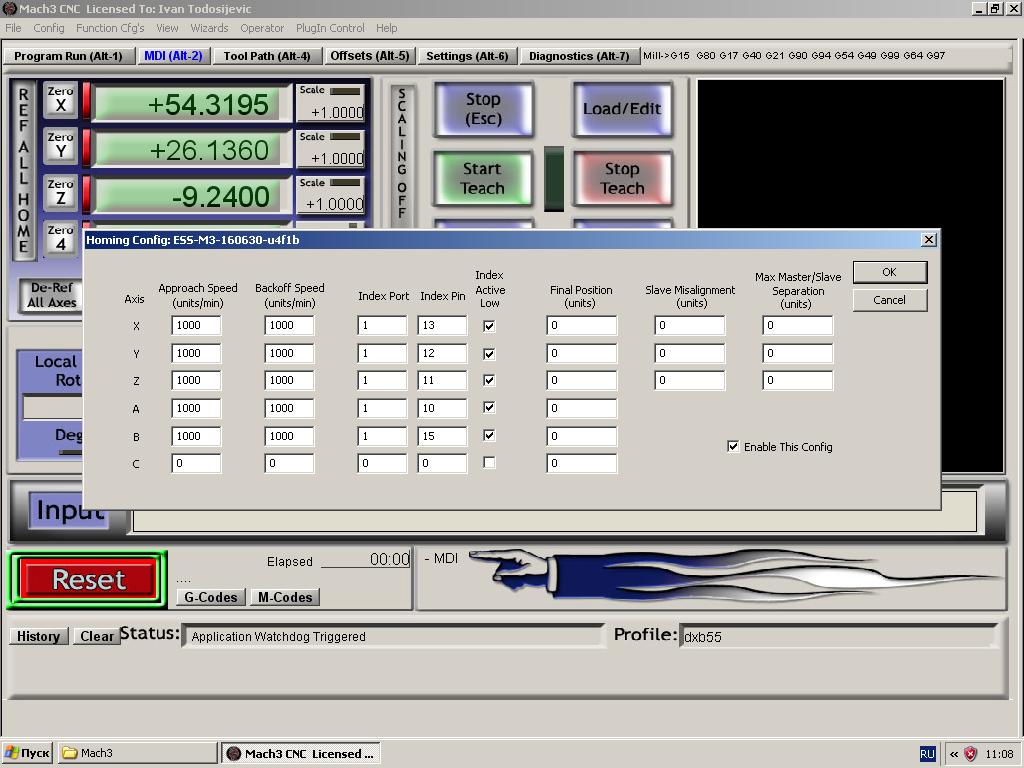
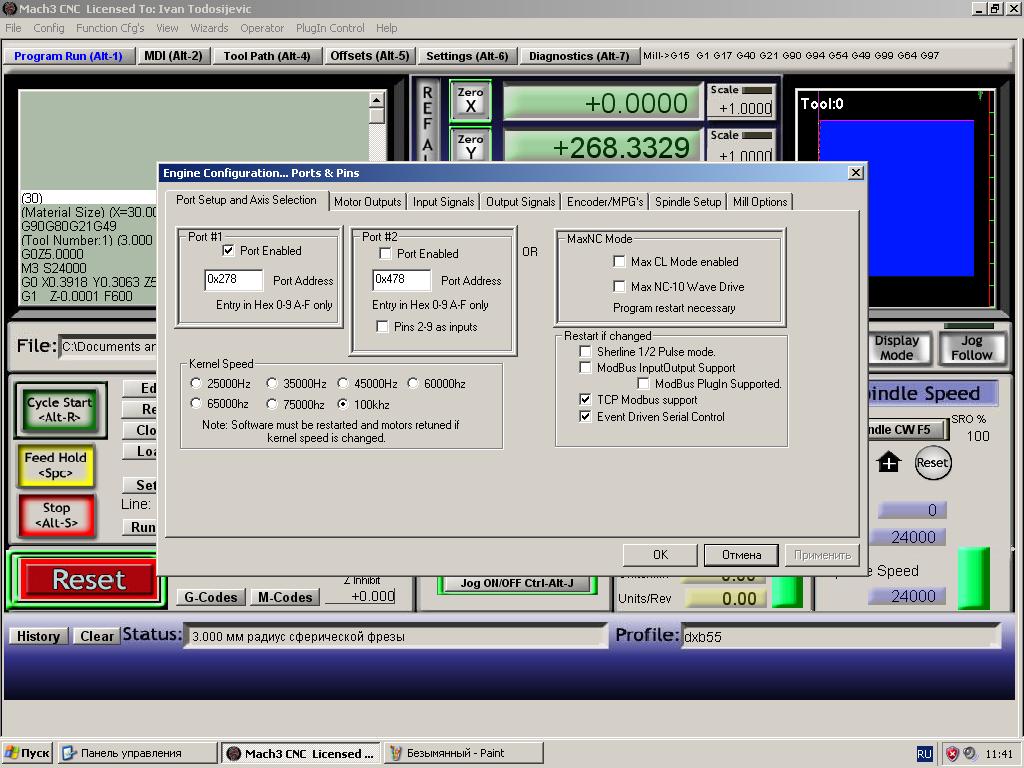
Действую осторожно методом подбора но уже особо и подбирать то нече. Сейчас в настройках Ess 2Mhz везде в Mach в Config PortPins тоже максимальную поставил 100Khz. И все равно сьезжает причем не каждый раз 1 раз нормально 3 раза съехал. Может есть еще какие-то вещи способные устранить это?
Большая просьба подсказать где еще и можно что смотреть крутить итд. Время идет а толку нет 2 января сел начал с weihong на ess+mach все переключать думал что будет геморойно это но настолько вторую неделю не отхожу все непросто получалось но сделал и в конце такая вот штука)!!!
Прикрепленные изображения